Picture a new commercial tower in Metro Manila where everything looks perfect on opening day. After a few months, complaints start to pile up about humming ceilings, rattling windows, and an odd buzzing in corner offices. The HVAC equipment on the roof runs within its rated capacity, but without proper vibration isolators, every start and stop sends tiny shocks through the structure.
Those small vibrations do more than annoy tenants. They stress motors and bearings, loosen connections, crack concrete over time, and even drag down energy efficiency. Instead of running smoothly, chillers and air handling units fight against misalignment and extra friction. Maintenance teams chase leaks and noisy fans, and the equipment wears out years ahead of schedule.
We see this pattern again and again when vibration control is treated as an optional add‑on instead of part of the HVAC design. With the right vibration isolators under each unit, movement stays where it should be – inside the machine – instead of spreading into beams, floors, and walls. That means longer service life, fewer breakdowns, and lower power bills. It also supports compliance with the Philippine Electrical Code (PEC) and NFPA 110, which already recognize how serious vibration can be, especially for emergency power systems.
In this article, we walk through what vibration isolators are, why HVAC systems depend on them, how to choose the right type, and how proper isolation improves efficiency and lifespan. We also share how we at RK Rubber Enterprise Co. support projects across the Philippines with anti‑vibration pads, mounts, and spring isolators built for local conditions.
Key Takeaways
Before we go deeper, it helps to see the main points in one place. These highlights show why vibration control should stand beside capacity and efficiency in every HVAC design and upgrade plan.
- Proper vibration isolation can extend HVAC equipment life by one‑third or more, often around thirty to fifty percent. That longer life means fewer replacements, less scrap, and more predictable capital planning over many years.
- The Philippine Electrical Code and NFPA 110 call for vibration isolators on emergency power systems. When mechanical rooms combine generators and HVAC equipment, this guidance reinforces the need for proper isolation across the whole setup.
- Elastomeric and spring vibration isolators work best in different ranges of speed and weight. Matching type and rating to actual equipment data is the key to quiet, stable, and efficient operation.
- RK Rubber Enterprise Co. provides a wide range of products, from anti‑vibration rubber pads to engineered metal‑bonded mounts and spring units. This mix allows us to match the isolator design to each chiller, fan, or cooling tower instead of using a one‑size‑fits‑all part.
- Placing vibration isolators between the HVAC equipment and the foundation blocks vibration paths into the structure. This setup cuts noise, protects the building frame, and helps nearby sensitive equipment run correctly.
What Are Vibration Isolators And Why Do HVAC Systems Need Them?
Vibration isolators are engineered parts that sit between a vibrating machine and the structure that supports it. In simple terms, they act like a rubber pads, so the equipment can move slightly without sending that motion straight into beams, slabs, or steel frames. For HVAC systems, these parts are usually rubber‑based mounts, pads, or steel springs designed to work at specific loads and frequencies.
Chillers, air handling units, compressors, and cooling towers all create vibration as motors turn and fans spin. That movement tries to travel from the equipment base through anchor bolts into floors, walls, and columns. Once inside the structure, it spreads out, often showing up as noise or a faint shake far from the machine room.
HVAC equipment needs isolation for three main reasons:
- We protect the equipment itself. Vibration isolators lower the stress on motors, bearings, and compressor assemblies, which reduces misalignment, premature wear, and sudden failures—a principle supported by research on mitigation of structural vibrations in mechanical systems. With less mechanical shock, components keep their factory clearances longer, so the units stay closer to original performance.
- We protect the structural frame. Repeated vibration loads create tiny cycles of stress in concrete and steel. Over time, this can grow from hairline cracks into visible damage around bases and supports. Proper isolation keeps these pulses away from the structure, which helps maintain long‑term strength.
- We protect comfort and quiet inside occupied spaces. Without isolation, structure‑borne vibration turns into noise that travels through slabs and walls. Offices, hotel rooms, and hospital wards can all hear or feel the equipment even several floors away.
“Vibration is one of the most common causes of premature failure in rotating machinery.” — Common teaching in mechanical and rotating equipment design
Industry bodies such as EGSA and NEIS warn against bolting heavy HVAC units directly to floors or pedestals. We follow the same principle and treat vibration isolators as a standard design item, not an afterthought.
The Hidden Costs Of Poor Vibration Control In HVAC Systems
Poor vibration control rarely fails on day one. Instead, it chips away at performance, comfort, and budgets month after month. When vibration isolators are missing, undersized, or badly installed, the extra movement shows up in four costly ways.
- Premature failure and heavy maintenance.
Constant vibration punishes compressor bearings, motor mounts, and refrigerant lines. Bearings can seize, fan shafts drift out of alignment, and copper lines crack, leading to leaks. Each incident brings unplanned shutdowns, rush parts orders, and overtime labor that far exceed the cost of proper isolation.
- Lower energy efficiency.
As components wear and drift out of alignment, motors need more power to do the same work. Fans may rub or run on poor bearings, and compressors pull extra current. Systems without good isolation often run ten to twenty percent below their rated efficiency, which, at Philippine commercial power rates, adds a serious long‑term burden on operating budgets.
- Gradual structural damage.
Small vibrations create repeated stress cycles in pedestals, beams, and slabs. Micro‑cracks form around anchor points, then widen into visible damage that calls for injection, patching, or even partial rebuilding. These repair projects disrupt operations and cost much more than installing correct vibration isolators during the original works.
- Noise complaints and comfort issues.
Structure‑borne vibration can turn quiet hotel rooms into low‑hum zones and disturb patients in hospitals or residents in condominiums. Tenants may demand rent adjustments or simply move out, which affects property value. On top of that, missed code expectations under PEC Chapter 7 and NFPA 110 can create compliance questions and possible liability if damage or failure occurs.
“If you ignore vibration at commissioning, you pay for it for the rest of the building’s life.” — Saying often heard among maintenance and plant engineers
Types Of Vibration Isolators For HVAC Applications
Choosing the right type of vibration isolator starts with understanding how the HVAC unit behaves. Operating speed, weight, mounting layout, and location all guide the choice. In many building projects, we combine different isolator types so that each piece of equipment gets support that fits its actual job instead of a generic pad.
Elastomeric (Rubber) Isolators

Elastomeric vibration isolators use rubber compounds such as natural rubber, neoprene, or specially mixed blends bonded to steel plates or housings. The rubber works as a flexible layer that compresses and rebounds as the machine moves, with performance characteristics documented in numerical and experimental study of elastomeric behavior under dynamic loads. During this motion, it turns part of the vibrational energy into low‑grade heat, which reduces what reaches the structure.
These isolators work very well for higher operating speeds, where vibration frequencies usually sit above fifteen to twenty hertz. Typical HVAC uses include:
- Air handling units
- Small and medium chillers
- Fan coil units
- Packaged rooftop units
- Many compressor skids
Their compact form makes them a good match for tight mechanical rooms and roof frames with limited height.
Elastomeric mounts are budget‑friendly for moderate loads, easy to install, and effective on high‑frequency vibration from fast‑turning motors and fans. When we build anti‑vibration rubber pads at RK Rubber Enterprise Co., we use advanced compounds designed for long life, high shock absorption, and strong resistance to oils, cleaning chemicals, and weather. That mix fits well with outdoor rooftop equipment that faces Philippine sun, heat, and heavy rain.
Spring Isolators
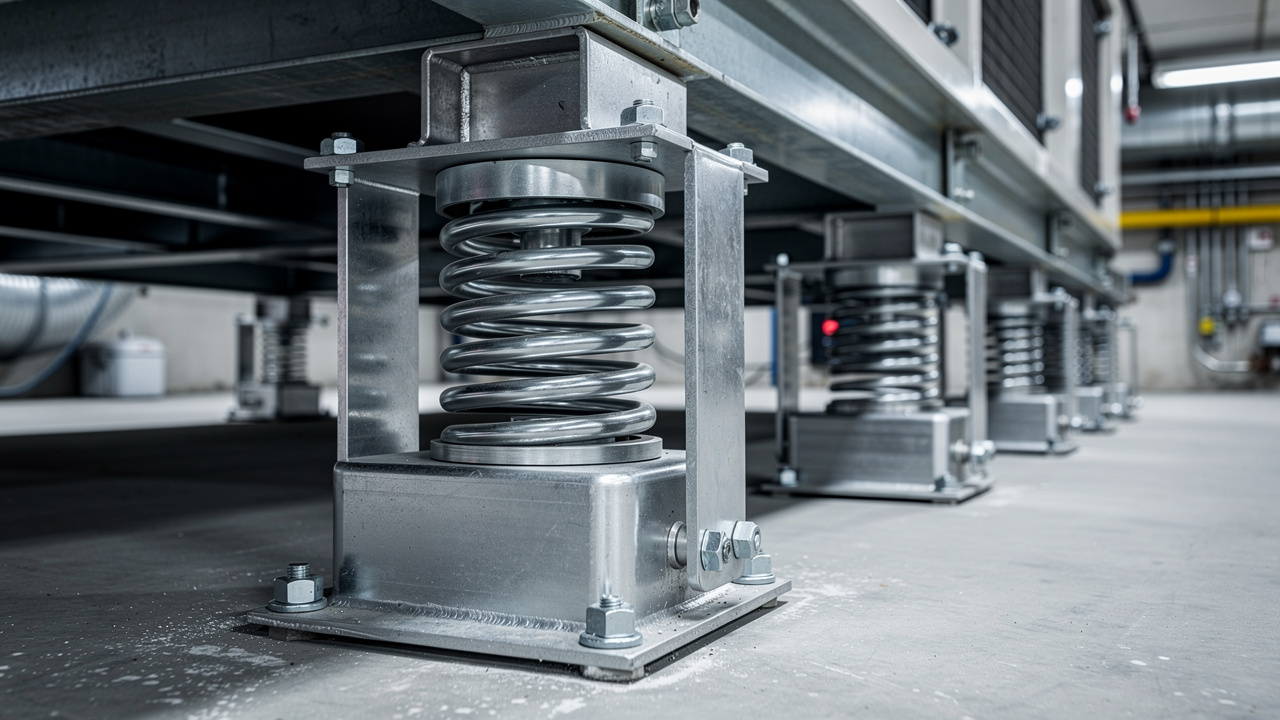
Spring vibration isolators use one or more steel coil springs inside a frame or housing. The equipment weight compresses the spring to a set deflection, which gives the system a low natural frequency. This design is especially good at cutting low‑frequency vibration from large, slow‑speed equipment where rubber alone would not give enough movement.
For HVAC work, spring isolators are common on:
- Heavy chillers
- Cooling towers
- Large air handling systems
- Big rooftop units
These machines often run at lower speeds and higher loads, so their vibration can travel deep into the structure if not handled correctly. Spring units allow greater movement while still keeping the equipment stable and level.
Key advantages include:
- Very good performance at low frequencies
- Strong load capacity for multi‑ton equipment
- Consistent behavior over a long service life
Many designs include adjustment hardware so we can fine‑tune preload and leveling after installation. At RK Rubber Enterprise Co., our spring isolators are built with low natural frequency targets and adjustable settings, which help us match each set to the actual weight and support points of the mechanical rubber products.
Specialized And Hybrid Options
Some HVAC setups need more than a single type of vibration isolator:
- Neoprene pads and strips work well where we need low‑profile support and where oil and chemical resistance matter, such as under smaller pumps or auxiliary equipment.
- Metal‑bonded elastomer mounts provide precise deflection control for equipment that must hold a strict alignment.
- Hybrid systems combine springs with elastomer layers to handle a wide spread of frequencies while still damping noise.
With RK Rubber’s customization capability, we size these parts based on real load points and contact areas rather than guesswork.
Compliance With Philippine Standards: PEC And NFPA 110 Requirements
Code compliance is not just about electrical safety. It also includes how mechanical equipment is supported and isolated. In the Philippines, the Philippine Electrical Code (PEC) places clear attention on emergency and standby power systems, which often share space and foundations with large HVAC equipment.
Chapter 7 of the PEC covers installation, testing, and maintenance for emergency systems and points directly to NFPA 110 as the main reference. This makes NFPA 110 more than a guideline; it becomes the standard that inspectors expect to see followed in hospitals, commercial buildings, and industrial plants with emergency power. Where generator sets and major HVAC equipment sit on common structures, this standard pushes the whole design toward better vibration management.
NFPA 110 Rule 7.5 states that:
“Vibration isolators, as recommended by the manufacturer of the EPS, shall be installed either between the rotating equipment and its skid base or between the skid base and the foundation or inertia base.”
In practice, that means two code‑compliant paths:
- Use isolators between the engine or alternator and the skid, often installed at the factory.
- Place isolators between the skid and the concrete base on site.
Direct bolting of generator sets or similar heavy rotating machines to the foundation fails this expectation and can lead to inspection issues. Non‑compliance may also affect equipment warranties and raise questions if structural damage or failure occurs later.
We always suggest going beyond the bare minimum by following manufacturer isolation guidance for all major HVAC units, not just emergency equipment. Our team at RK Rubber Enterprise Co. supports this process with product selection help, drawings, and data that make it easier to document compliance.
How To Select The Right Vibration Isolators For Your HVAC System
Good results start with the right data. Picking vibration isolators based only on rough weight guesses or catalog pictures often leads to underperformance. We follow a simple framework that any facility manager or engineer can use as a checklist.
Step 1 – Determine Equipment Operating Frequency
Look at fan and motor speed in revolutions per minute and convert that to hertz by dividing by sixty. Higher frequencies often point to elastomeric isolators, especially above about fifteen hertz. Lower speeds, especially on big chillers and towers, usually call for spring isolators with enough deflection to sit well below the disturbing frequency.
Step 2 – Calculate Total Load And How It Is Shared
Include the full operating weight of the HVAC unit, not just the dry weight on the nameplate. That means adding refrigerant, oil, and any accessories. Then check the base frame and mounting bolt layout to understand how this weight spreads across each isolator. Undersized mounts can bottom out, while oversized ones may not deflect enough to work properly.
Step 3 – Define The Isolation Level You Need
General comfort cooling for offices may work well with about eighty‑five to ninety percent isolation, following established vibration isolation use guidelines for commercial applications. Hospitals, data centers, and research facilities may need ninety‑five percent or more. Higher targets push designs toward spring isolators and more deflection, especially at low frequencies.
Step 4 – Consider The Environment
Philippine heat, humidity, UV exposure, and occasional flooding all affect material choice. Check for outdoor or rooftop placement, exposure to oils or chemicals, and temperature swings in mechanical rooms. Rubber compounds must stand up to these conditions without hardening or creeping.
Step 5 – Review Space And Support Limits
Available height, base footprint, and foundation capacity shape the final choice. Some spring isolation systems need more clearance, while low‑profile neoprene pads work in tight spaces. Also plan access so maintenance teams can inspect or change isolators without major disassembly.
Step 6 – Match Hardness And Dynamic Stiffness
For elastomeric mounts, Shore hardness affects how much they deflect under load and where the natural frequency sits. Dynamic stiffness tells us how the mount behaves under actual vibration, not just static weight. At RK Rubber Enterprise Co., we use this data to select or customize rubber cushion so the system avoids resonance and meets target isolation.
When customers share accurate load and layout data, we can provide clear recommendations and test information that support both performance and compliance documentation.
Measurable Benefits: How Proper Vibration Isolation Improves HVAC Performance

When vibration isolators are selected and installed correctly, the gains show up in both technical reports and financial statements. Many plants and buildings move from constant repairs to stable, predictable HVAC operation once proper isolation is in place.
Key measurable benefits include:
- Longer equipment lifespan.
With lower mechanical stress on bearings, shafts, and compressor internals, HVAC units can run thirty to fifty percent longer before major overhaul or replacement. Over a ten‑ to fifteen‑year planning window, this can keep expensive chillers and large fans in service well past the point where poorly isolated units would already be replaced.
- Lower maintenance costs.
Better isolation means fewer bearing changes, fewer refrigerant leaks due to cracked lines, and less time spent on repeated alignment work. Many facilities report maintenance savings in the range of twenty to forty percent for well‑isolated systems, along with fewer emergency callouts and less unplanned downtime during peak cooling months.
- Improved energy performance.
Machines that stay in alignment and operate on healthy bearings use less power. With proper vibration control, it is common to see five to fifteen percent better energy use compared with similar equipment installed on hard mounts. With local electricity costs, even the lower end of that range gives a strong payback.
On top of this, stable isolation supports:
- More consistent temperatures and humidity
- Fewer nuisance trips and control issues
- Quieter spaces and better comfort for occupants
- Less risk of damage to foundations and nearby sensitive equipment
RK Rubber Enterprise Co. supports these gains with high‑quality rubber compounds and tested spring designs that hold their properties over many years in Philippine conditions.
Conclusion
Good HVAC design is about more than picking the right capacity and controls. Without proper vibration isolation, even the best chiller or air handling unit can become a source of wasted energy, early failure, and ongoing complaints. Well‑chosen vibration isolators keep movement inside the machine, protect the building, and help systems run closer to their rated performance for a longer time.
By investing in quality isolation, we protect both the equipment and the structure that supports it. That means fewer major repairs, less noise in offices or hotel rooms, and a longer interval before expensive replacements appear in the budget. When we factor in lower energy use and reduced maintenance, the initial cost of good isolators often pays back many times over the life of the HVAC plant.
For facilities in the Philippines, the PEC and NFPA 110 already recognize how important proper vibration control is, especially around emergency power systems. Bringing the same care to all major HVAC equipment keeps projects safer, quieter, and easier to justify during audits and inspections. Facility managers, engineers, and contractors should review existing installations, check for proper vibration control, and specify isolation from the start on new projects.
At RK Rubber Enterprise Co., we support this work with a wide product range, from anti‑vibration rubber pads and neoprene strips to engineered metal‑bonded mounts and spring isolators. Our team helps match each product to real loads and conditions, giving customers both reliable performance and peace of mind.
FAQs
Question 1: What Is The Difference Between Elastomeric And Spring Vibration Isolators For HVAC Systems?
Elastomeric vibration isolators use rubber compounds to absorb higher‑frequency vibration, usually above fifteen to twenty hertz. They suit smaller and medium HVAC units, such as compressors, fan coil units, and packaged rooftop systems, where loads and deflections stay moderate. Spring isolators use steel coils to handle lower‑frequency vibration and heavier equipment, such as chillers and cooling towers. They provide greater deflection and better isolation for slow‑speed machines. The choice depends on operating speed, weight, and how much isolation the project needs, and RK Rubber Enterprise Co. offers both types with options for customization.
Question 2: Are Vibration Isolators Required By Law In The Philippines For HVAC Installations?
For emergency power supply systems, yes. PEC Chapter 7 points to NFPA 110, whose Rule 7.5 calls for vibration isolators between the rotating equipment and skid, or between the skid and the foundation. General HVAC equipment outside emergency systems may not always be named directly in the same way. However, manufacturers and industry groups such as EGSA and NEIS strongly discourage direct bolting without isolation. Following their guidance protects structural and equipment warranties and reduces the risk of damage or liability.
Question 3: How Do I Know What Size And Type Of Vibration Isolator I Need For My HVAC Equipment?
Sizing starts with accurate equipment data. You need the full operating weight including refrigerant, oil, and accessories; the rotating speed of fans or compressors; and the mounting layout. From there, check how weight is shared across the support points and what isolation level is needed for the space below or around the unit. Undersized isolators will compress too much and lose their function, while oversized units may not deflect enough and can cause instability. The best path is to consult manufacturer data and then work with a partner like RK Rubber Enterprise Co., where our technical team uses real load point measurements and site conditions to recommend the correct type and rating.
Question 4: Can Vibration Isolators Really Extend HVAC Equipment Lifespan And Reduce Energy Costs?
Yes, and the gains are measurable. By cutting vibration levels, you reduce wear on bearings, motors, and compressor parts, which can extend service life by thirty to fifty percent compared with rigid mounting. That same reduction in friction and misalignment often improves energy performance by about five to fifteen percent, because motors do not fight extra resistance. Maintenance needs usually drop by twenty to forty percent as leaks, bearing failures, and misalignment problems become less common. In many projects, the cost of proper vibration isolators pays back within two to three years through combined savings, especially when using RK Rubber’s durable compounds and tested designs.
Question 5: How Often Should Vibration Isolators Be Inspected Or Replaced?

We suggest at least one visual inspection each year. During this check, look for cracks, hardening, or excessive compression in rubber parts and make sure the equipment remains level on its supports. Quality elastomeric mounts often last ten to fifteen years, while well‑protected spring isolators can serve for fifteen to twenty years or more. Signs that replacement is needed include visible cracking, permanent flattening beyond design limits, and noticeable increases in transmitted vibration or noise. RK Rubber Enterprise Co. designs its products with strong resistance to weather, corrosion, and mechanical shock, which supports long service life under Philippine conditions.
Introduction
Picture a new commercial tower in Metro Manila where everything looks perfect on opening day. After a few months, complaints start to pile up about humming ceilings, rattling windows, and an odd buzzing in corner offices. The HVAC equipment on the roof runs within its rated capacity, but without proper vibration isolators, every start and stop sends tiny shocks through the structure.
Those small vibrations do more than annoy tenants. They stress motors and bearings, loosen connections, crack concrete over time, and even drag down energy efficiency. Instead of running smoothly, chillers and air handling units fight against misalignment and extra friction. Maintenance teams chase leaks and noisy fans, and the equipment wears out years ahead of schedule.
We see this pattern again and again when vibration control is treated as an optional add‑on instead of part of the HVAC design. With the right vibration isolators under each unit, movement stays where it should be – inside the machine – instead of spreading into beams, floors, and walls. That means longer service life, fewer breakdowns, and lower power bills. It also supports compliance with the Philippine Electrical Code (PEC) and NFPA 110, which already recognize how serious vibration can be, especially for emergency power systems.
In this article, we walk through what vibration isolators are, why HVAC systems depend on them, how to choose the right type, and how proper isolation improves efficiency and lifespan. We also share how we at RK Rubber Enterprise Co. support projects across the Philippines with anti‑vibration pads, mounts, and spring isolators built for local conditions.
Key Takeaways
Before we go deeper, it helps to see the main points in one place. These highlights show why vibration control should stand beside capacity and efficiency in every HVAC design and upgrade plan.
- Proper vibration isolation can extend HVAC equipment life by one‑third or more, often around thirty to fifty percent. That longer life means fewer replacements, less scrap, and more predictable capital planning over many years.
- The Philippine Electrical Code and NFPA 110 call for vibration isolators on emergency power systems. When mechanical rooms combine generators and HVAC equipment, this guidance reinforces the need for proper isolation across the whole setup.
- Elastomeric and spring vibration isolators work best in different ranges of speed and weight. Matching type and rating to actual equipment data is the key to quiet, stable, and efficient operation.
- RK Rubber Enterprise Co. provides a wide range of products, from anti‑vibration rubber pads to engineered metal‑bonded mounts and spring units. This mix allows us to match the isolator design to each chiller, fan, or cooling tower instead of using a one‑size‑fits‑all part.
- Placing vibration isolators between the HVAC equipment and the foundation blocks vibration paths into the structure. This setup cuts noise, protects the building frame, and helps nearby sensitive equipment run correctly.
What Are Vibration Isolators And Why Do HVAC Systems Need Them?
Vibration isolators are engineered parts that sit between a vibrating machine and the structure that supports it. In simple terms, they act like a rubber pads, so the equipment can move slightly without sending that motion straight into beams, slabs, or steel frames. For HVAC systems, these parts are usually rubber‑based mounts, pads, or steel springs designed to work at specific loads and frequencies.
Chillers, air handling units, compressors, and cooling towers all create vibration as motors turn and fans spin. That movement tries to travel from the equipment base through anchor bolts into floors, walls, and columns. Once inside the structure, it spreads out, often showing up as noise or a faint shake far from the machine room.
HVAC equipment needs isolation for three main reasons:
- We protect the equipment itself. Vibration isolators lower the stress on motors, bearings, and compressor assemblies, which reduces misalignment, premature wear, and sudden failures—a principle supported by research on mitigation of structural vibrations in mechanical systems. With less mechanical shock, components keep their factory clearances longer, so the units stay closer to original performance.
- We protect the structural frame. Repeated vibration loads create tiny cycles of stress in concrete and steel. Over time, this can grow from hairline cracks into visible damage around bases and supports. Proper isolation keeps these pulses away from the structure, which helps maintain long‑term strength.
- We protect comfort and quiet inside occupied spaces. Without isolation, structure‑borne vibration turns into noise that travels through slabs and walls. Offices, hotel rooms, and hospital wards can all hear or feel the equipment even several floors away.
“Vibration is one of the most common causes of premature failure in rotating machinery.” — Common teaching in mechanical and rotating equipment design
Industry bodies such as EGSA and NEIS warn against bolting heavy HVAC units directly to floors or pedestals. We follow the same principle and treat vibration isolators as a standard design item, not an afterthought.
The Hidden Costs Of Poor Vibration Control In HVAC Systems
Poor vibration control rarely fails on day one. Instead, it chips away at performance, comfort, and budgets month after month. When vibration isolators are missing, undersized, or badly installed, the extra movement shows up in four costly ways.
- Premature failure and heavy maintenance.
Constant vibration punishes compressor bearings, motor mounts, and refrigerant lines. Bearings can seize, fan shafts drift out of alignment, and copper lines crack, leading to leaks. Each incident brings unplanned shutdowns, rush parts orders, and overtime labor that far exceed the cost of proper isolation.
- Lower energy efficiency.
As components wear and drift out of alignment, motors need more power to do the same work. Fans may rub or run on poor bearings, and compressors pull extra current. Systems without good isolation often run ten to twenty percent below their rated efficiency, which, at Philippine commercial power rates, adds a serious long‑term burden on operating budgets.
- Gradual structural damage.
Small vibrations create repeated stress cycles in pedestals, beams, and slabs. Micro‑cracks form around anchor points, then widen into visible damage that calls for injection, patching, or even partial rebuilding. These repair projects disrupt operations and cost much more than installing correct vibration isolators during the original works.
- Noise complaints and comfort issues.
Structure‑borne vibration can turn quiet hotel rooms into low‑hum zones and disturb patients in hospitals or residents in condominiums. Tenants may demand rent adjustments or simply move out, which affects property value. On top of that, missed code expectations under PEC Chapter 7 and NFPA 110 can create compliance questions and possible liability if damage or failure occurs.
“If you ignore vibration at commissioning, you pay for it for the rest of the building’s life.” — Saying often heard among maintenance and plant engineers
Types Of Vibration Isolators For HVAC Applications
Choosing the right type of vibration isolator starts with understanding how the HVAC unit behaves. Operating speed, weight, mounting layout, and location all guide the choice. In many building projects, we combine different isolator types so that each piece of equipment gets support that fits its actual job instead of a generic pad.
Elastomeric (Rubber) Isolators
Elastomeric vibration isolators use rubber compounds such as natural rubber, neoprene, or specially mixed blends bonded to steel plates or housings. The rubber works as a flexible layer that compresses and rebounds as the machine moves, with performance characteristics documented in numerical and experimental study of elastomeric behavior under dynamic loads. During this motion, it turns part of the vibrational energy into low‑grade heat, which reduces what reaches the structure.
These isolators work very well for higher operating speeds, where vibration frequencies usually sit above fifteen to twenty hertz. Typical HVAC uses include:
- Air handling units
- Small and medium chillers
- Fan coil units
- Packaged rooftop units
- Many compressor skids
Their compact form makes them a good match for tight mechanical rooms and roof frames with limited height.
Elastomeric mounts are budget‑friendly for moderate loads, easy to install, and effective on high‑frequency vibration from fast‑turning motors and fans. When we build anti‑vibration rubber pads at RK Rubber Enterprise Co., we use advanced compounds designed for long life, high shock absorption, and strong resistance to oils, cleaning chemicals, and weather. That mix fits well with outdoor rooftop equipment that faces Philippine sun, heat, and heavy rain.
Spring Isolators
Spring vibration isolators use one or more steel coil springs inside a frame or housing. The equipment weight compresses the spring to a set deflection, which gives the system a low natural frequency. This design is especially good at cutting low‑frequency vibration from large, slow‑speed equipment where rubber alone would not give enough movement.
For HVAC work, spring isolators are common on:
- Heavy chillers
- Cooling towers
- Large air handling systems
- Big rooftop units
These machines often run at lower speeds and higher loads, so their vibration can travel deep into the structure if not handled correctly. Spring units allow greater movement while still keeping the equipment stable and level.
Key advantages include:
- Very good performance at low frequencies
- Strong load capacity for multi‑ton equipment
- Consistent behavior over a long service life
Many designs include adjustment hardware so we can fine‑tune preload and leveling after installation. At RK Rubber Enterprise Co., our spring isolators are built with low natural frequency targets and adjustable settings, which help us match each set to the actual weight and support points of the mechanical rubber products.
Specialized And Hybrid Options
Some HVAC setups need more than a single type of vibration isolator:
- Neoprene pads and strips work well where we need low‑profile support and where oil and chemical resistance matter, such as under smaller pumps or auxiliary equipment.
- Metal‑bonded elastomer mounts provide precise deflection control for equipment that must hold a strict alignment.
- Hybrid systems combine springs with elastomer layers to handle a wide spread of frequencies while still damping noise.
With RK Rubber’s customization capability, we size these parts based on real load points and contact areas rather than guesswork.
Compliance With Philippine Standards: PEC And NFPA 110 Requirements
Code compliance is not just about electrical safety. It also includes how mechanical equipment is supported and isolated. In the Philippines, the Philippine Electrical Code (PEC) places clear attention on emergency and standby power systems, which often share space and foundations with large HVAC equipment.
Chapter 7 of the PEC covers installation, testing, and maintenance for emergency systems and points directly to NFPA 110 as the main reference. This makes NFPA 110 more than a guideline; it becomes the standard that inspectors expect to see followed in hospitals, commercial buildings, and industrial plants with emergency power. Where generator sets and major HVAC equipment sit on common structures, this standard pushes the whole design toward better vibration management.
NFPA 110 Rule 7.5 states that:
“Vibration isolators, as recommended by the manufacturer of the EPS, shall be installed either between the rotating equipment and its skid base or between the skid base and the foundation or inertia base.”
In practice, that means two code‑compliant paths:
- Use isolators between the engine or alternator and the skid, often installed at the factory.
- Place isolators between the skid and the concrete base on site.
Direct bolting of generator sets or similar heavy rotating machines to the foundation fails this expectation and can lead to inspection issues. Non‑compliance may also affect equipment warranties and raise questions if structural damage or failure occurs later.
We always suggest going beyond the bare minimum by following manufacturer isolation guidance for all major HVAC units, not just emergency equipment. Our team at RK Rubber Enterprise Co. supports this process with product selection help, drawings, and data that make it easier to document compliance.
How To Select The Right Vibration Isolators For Your HVAC System
Good results start with the right data. Picking vibration isolators based only on rough weight guesses or catalog pictures often leads to underperformance. We follow a simple framework that any facility manager or engineer can use as a checklist.
Step 1 – Determine Equipment Operating Frequency
Look at fan and motor speed in revolutions per minute and convert that to hertz by dividing by sixty. Higher frequencies often point to elastomeric isolators, especially above about fifteen hertz. Lower speeds, especially on big chillers and towers, usually call for spring isolators with enough deflection to sit well below the disturbing frequency.
Step 2 – Calculate Total Load And How It Is Shared
Include the full operating weight of the HVAC unit, not just the dry weight on the nameplate. That means adding refrigerant, oil, and any accessories. Then check the base frame and mounting bolt layout to understand how this weight spreads across each isolator. Undersized mounts can bottom out, while oversized ones may not deflect enough to work properly.
Step 3 – Define The Isolation Level You Need
General comfort cooling for offices may work well with about eighty‑five to ninety percent isolation, following established vibration isolation use guidelines for commercial applications. Hospitals, data centers, and research facilities may need ninety‑five percent or more. Higher targets push designs toward spring isolators and more deflection, especially at low frequencies.
Step 4 – Consider The Environment
Philippine heat, humidity, UV exposure, and occasional flooding all affect material choice. Check for outdoor or rooftop placement, exposure to oils or chemicals, and temperature swings in mechanical rooms. Rubber compounds must stand up to these conditions without hardening or creeping.
Step 5 – Review Space And Support Limits
Available height, base footprint, and foundation capacity shape the final choice. Some spring isolation systems need more clearance, while low‑profile neoprene pads work in tight spaces. Also plan access so maintenance teams can inspect or change isolators without major disassembly.
Step 6 – Match Hardness And Dynamic Stiffness
For elastomeric mounts, Shore hardness affects how much they deflect under load and where the natural frequency sits. Dynamic stiffness tells us how the mount behaves under actual vibration, not just static weight. At RK Rubber Enterprise Co., we use this data to select or customize rubber cushion so the system avoids resonance and meets target isolation.
When customers share accurate load and layout data, we can provide clear recommendations and test information that support both performance and compliance documentation.
Measurable Benefits: How Proper Vibration Isolation Improves HVAC Performance
When vibration isolators are selected and installed correctly, the gains show up in both technical reports and financial statements. Many plants and buildings move from constant repairs to stable, predictable HVAC operation once proper isolation is in place.
Key measurable benefits include:
- Longer equipment lifespan.
With lower mechanical stress on bearings, shafts, and compressor internals, HVAC units can run thirty to fifty percent longer before major overhaul or replacement. Over a ten‑ to fifteen‑year planning window, this can keep expensive chillers and large fans in service well past the point where poorly isolated units would already be replaced.
- Lower maintenance costs.
Better isolation means fewer bearing changes, fewer refrigerant leaks due to cracked lines, and less time spent on repeated alignment work. Many facilities report maintenance savings in the range of twenty to forty percent for well‑isolated systems, along with fewer emergency callouts and less unplanned downtime during peak cooling months.
- Improved energy performance.
Machines that stay in alignment and operate on healthy bearings use less power. With proper vibration control, it is common to see five to fifteen percent better energy use compared with similar equipment installed on hard mounts. With local electricity costs, even the lower end of that range gives a strong payback.
On top of this, stable isolation supports:
- More consistent temperatures and humidity
- Fewer nuisance trips and control issues
- Quieter spaces and better comfort for occupants
- Less risk of damage to foundations and nearby sensitive equipment
RK Rubber Enterprise Co. supports these gains with high‑quality rubber compounds and tested spring designs that hold their properties over many years in Philippine conditions.
Conclusion
Good HVAC design is about more than picking the right capacity and controls. Without proper vibration isolation, even the best chiller or air handling unit can become a source of wasted energy, early failure, and ongoing complaints. Well‑chosen vibration isolators keep movement inside the machine, protect the building, and help systems run closer to their rated performance for a longer time.
By investing in quality isolation, we protect both the equipment and the structure that supports it. That means fewer major repairs, less noise in offices or hotel rooms, and a longer interval before expensive replacements appear in the budget. When we factor in lower energy use and reduced maintenance, the initial cost of good isolators often pays back many times over the life of the HVAC plant.
For facilities in the Philippines, the PEC and NFPA 110 already recognize how important proper vibration control is, especially around emergency power systems. Bringing the same care to all major HVAC equipment keeps projects safer, quieter, and easier to justify during audits and inspections. Facility managers, engineers, and contractors should review existing installations, check for proper vibration control, and specify isolation from the start on new projects.
At RK Rubber Enterprise Co., we support this work with a wide product range, from anti‑vibration rubber pads and neoprene strips to engineered metal‑bonded mounts and spring isolators. Our team helps match each product to real loads and conditions, giving customers both reliable performance and peace of mind.
FAQs
Question 1: What Is The Difference Between Elastomeric And Spring Vibration Isolators For HVAC Systems?
Elastomeric vibration isolators use rubber compounds to absorb higher‑frequency vibration, usually above fifteen to twenty hertz. They suit smaller and medium HVAC units, such as compressors, fan coil units, and packaged rooftop systems, where loads and deflections stay moderate. Spring isolators use steel coils to handle lower‑frequency vibration and heavier equipment, such as chillers and cooling towers. They provide greater deflection and better isolation for slow‑speed machines. The choice depends on operating speed, weight, and how much isolation the project needs, and RK Rubber Enterprise Co. offers both types with options for customization.
Question 2: Are Vibration Isolators Required By Law In The Philippines For HVAC Installations?
For emergency power supply systems, yes. PEC Chapter 7 points to NFPA 110, whose Rule 7.5 calls for vibration isolators between the rotating equipment and skid, or between the skid and the foundation. General HVAC equipment outside emergency systems may not always be named directly in the same way. However, manufacturers and industry groups such as EGSA and NEIS strongly discourage direct bolting without isolation. Following their guidance protects structural and equipment warranties and reduces the risk of damage or liability.
Question 3: How Do I Know What Size And Type Of Vibration Isolator I Need For My HVAC Equipment?
Sizing starts with accurate equipment data. You need the full operating weight including refrigerant, oil, and accessories; the rotating speed of fans or compressors; and the mounting layout. From there, check how weight is shared across the support points and what isolation level is needed for the space below or around the unit. Undersized isolators will compress too much and lose their function, while oversized units may not deflect enough and can cause instability. The best path is to consult manufacturer data and then work with a partner like RK Rubber Enterprise Co., where our technical team uses real load point measurements and site conditions to recommend the correct type and rating.
Question 4: Can Vibration Isolators Really Extend HVAC Equipment Lifespan And Reduce Energy Costs?
Yes, and the gains are measurable. By cutting vibration levels, you reduce wear on bearings, motors, and compressor parts, which can extend service life by thirty to fifty percent compared with rigid mounting. That same reduction in friction and misalignment often improves energy performance by about five to fifteen percent, because motors do not fight extra resistance. Maintenance needs usually drop by twenty to forty percent as leaks, bearing failures, and misalignment problems become less common. In many projects, the cost of proper vibration isolators pays back within two to three years through combined savings, especially when using RK Rubber’s durable compounds and tested designs.
Question 5: How Often Should Vibration Isolators Be Inspected Or Replaced?
We suggest at least one visual inspection each year. During this check, look for cracks, hardening, or excessive compression in rubber parts and make sure the equipment remains level on its supports. Quality elastomeric mounts often last ten to fifteen years, while well‑protected spring isolators can serve for fifteen to twenty years or more. Signs that replacement is needed include visible cracking, permanent flattening beyond design limits, and noticeable increases in transmitted vibration or noise. RK Rubber Enterprise Co. designs its products with strong resistance to weather, corrosion, and mechanical shock, which supports long service life under Philippine conditions.
Bonding Rubber to Concrete: Adhesives and Prep Guide
in Rubber ProductWhen we talk about bonding rubber to concrete, most project teams first think about the rubber’s thickness, hardness, and color. The thin layer of adhesive underneath often feels like an afterthought, until a floor tile lifts, a water stopper leaks, or a machine pad starts to creep across the slab. That is when the real cost of a poor bond shows up in downtime, callbacks, and safety risks.
Across plants, building sites, and infrastructure works, a lot rides on how well bonding rubber to concrete is planned and executed. Expansion joints, water stoppers, anti‑vibration pads, rubber flooring, protective linings, and sealing systems only deliver their design performance when the adhesive matches both the rubber compound and the concrete condition. The wrong adhesive choice, or a rushed application, can turn a high‑quality rubber component into a weak link.
At RK Rubber Enterprise Co., we see this every week. Our EPDM door seals, preformed expansion joint fillers, water stoppers, linings, and anti‑vibration pads are engineered for weather resistance, chemical resistance, and long service life. Their full value appears only when bonding rubber to concrete is done with the right adhesive and correct surface preparation. In this article we walk through the main adhesive types, the surface preparation steps we insist on, and the best practices we recommend so that every rubber component bonded to concrete works as intended for many years.
Key Takeaways
Understanding Adhesive Types For Rubber-To-Concrete Bonding
Bonding rubber to concrete is not as simple as “glue it and forget it.” Rubber is flexible and often non‑porous, while concrete is rigid and porous. They move differently with load and temperature, so any adhesive between them has to cope with both stretching and gripping a rough mineral surface.
General construction adhesives are often not designed for this job. Water‑based VAE resin emulsions, for example, bond new concrete to old concrete very well but usually list rubber as an excluded material. To support reliable bonding rubber to concrete, we focus on three adhesive groups that handle this combination effectively when used correctly.
Synthetic Rubber Adhesives
Synthetic rubber adhesives use a blend of synthetic rubber and synthetic resin dissolved in a solvent. This mix gives a flexible bond line that moves with the rubber while still gripping the concrete surface firmly. That flexibility helps the adhesive survive vibration, impact, and temperature swings without cracking.
Key advantages include:
These adhesives work especially well for:
Commercial products in this category are widely available. At RK Rubber Enterprise Co., our role is to help clients pair these adhesives with the right rubber components and proper surface preparation, so the complete system performs as intended.
Contact Cement
Contact cement is a neoprene‑based adhesive that creates a very fast bond when the two coated surfaces touch. For bonding rubber to concrete over large areas, such as sheets of flooring of flooring or wall linings, this instant grab can save a lot of clamping time and temporary fixtures.
The application process is different from many glues:
Because of this, careful alignment planning is essential. There is almost no chance to reposition after contact, so installers often:
Contact cements give off strong vapors with volatile organic compounds, so good ventilation and proper protective equipment are non‑negotiable during use.
Two-Component Epoxies
Two‑component epoxies consist of a resin and a hardener that are mixed just before use. Once combined, they react chemically and cure into a very strong, rigid material. For bonding rubber to concrete in heavy‑duty settings with high loads or chemical exposure, this class often gives the highest margin of safety.
Typical benefits include:
The trade‑off is that epoxies demand more discipline:
A simple way to think about selection is:
Critical Surface Preparation For Maximum Bond Strength
From our experience, about eighty percent of success in bonding rubber to concrete comes from what happens before the adhesive can even be opened. Adhesives only stick to what they can actually touch, so any dust, oil, moisture, or weak concrete layer becomes a future failure plane.
For this reason, we build surface preparation into our recommendations for products like preformed expansion joint fillers and water stoppers. When our high‑grade rubber meets a well‑prepared slab, the combination can work for many years under traffic, movement, and weather. When preparation is skipped, even the best adhesive and rubber struggle to perform.
Preparing Concrete Surfaces
Concrete may look solid, but its surface often carries dust, laitance, oil stains, curing compounds, or old coatings. Effective preparation usually follows this sequence:
A slab prepared this way gives any rubber‑to‑concrete bond a far better chance of long service life.
Preparing Rubber Surfaces
Rubber parts arrive with their own set of surface issues. Mold release agents, talc, and light oxidation all reduce adhesion if left untouched.
A typical preparation sequence is:
Certain rubbers, such as EPDM or silicone, benefit from a primer approved by the adhesive manufacturer. This thin coating changes the surface energy of the rubber and builds a better chemical bridge to the adhesive.
At RK Rubber Enterprise Co., many of our door seals, water stoppers, anti‑vibration pads, and expansion materials use advanced compounds like EPDM, natural rubber, SBR, and neoprene. When we advise on bonding these to concrete, we always stress that good surface preparation protects their built‑in weather and chemical resistance by avoiding early debonding.
Application Best Practices And Safety Protocols
Once both surfaces are prepared, technique takes center stage. The same adhesive can perform very differently depending on how it is mixed, applied, pressed, and cured. Our team often supports engineers and contractors with simple checklists so bonding rubber to concrete becomes a controlled process rather than a guess.
At the same time, many of these adhesives involve solvents, reactive resins, and strong fumes. Safety for installers and nearby staff is a basic requirement. We always pair technical advice with clear reminders on ventilation, protective gear, and fire prevention.
Safety Requirements
Step-By-Step Application Process
When installing RK Rubber products on concrete, a clear, repeatable process helps keep results consistent:
How RK Rubber Products Excel In Concrete-Bonded Applications
At RK Rubber Enterprise Co., our main business is manufacturing rubber components, not producing adhesives. Use of waste rubber in construction applications has grown significantly, and we design every profile, pad, and seal with a clear view of how it will behave once bonded to concrete, steel, or other substrates on site. Even so, we design every profile, pad, and seal with a clear view of how it will behave once bonded to concrete, steel, or other substrates on site. That means paying close attention to flexibility, compression set, chemical resistance, and long‑term aging.
Many of our products are intended for bonding rubber to concrete in demanding roles:
We choose and compound materials for strong resistance to resistance to weather, UV, oils, and many industrial chemicals. Our ability to customize shapes and hardness helps reduce stress concentrations at edges, which also supports adhesive performance. With manufacturing under international standards such as ISO 9001 and relevant ASTM or DIN references, we aim to give project teams confidence that once bonding rubber to concrete is handled correctly, the rubber side of the system will perform reliably for many years.
Conclusion
Strong, reliable bonding rubber to concrete rests on three linked pillars. First, the adhesive type must suit the task, whether that means flexible synthetic rubber adhesive, fast‑grip contact cement, or high‑strength epoxy for heavy‑duty conditions. Second, both concrete and rubber need careful preparation so the adhesive meets clean, sound, and profiled surfaces. Third, application and curing must follow clear steps for mixing, spreading, pressing, and waiting before full loading.
When these points come together, the long‑term performance and life‑cycle cost of floors, joints, linings, and machine bases improve sharply. At RK Rubber Enterprise Co., we supply rubber components with built‑in strength, weather resistance, and chemical resistance, and we also share the practical guidance that helps installations succeed. For projects in industrial plants, buildings, infrastructure, or residential developments that involve bonding rubber to concrete, our team is ready to discuss product options, review site conditions, and support detailed installation planning.
FAQs
Question 1: What Is The Most Important Factor In Achieving A Strong Rubber-To-Concrete Bond?
From our field experience, surface preparation is the single most important factor. Both concrete and rubber must be clean, dry, and mechanically abraded so the adhesive touches solid material. Even premium products for bonding rubber to concrete fail early when applied over dust, oil, moisture, or glossy factory skins.
Question 2: Can I Use Standard Construction Adhesives For Bonding Rubber To Concrete?
General construction adhesives are often not designed for elastomeric materials. Water‑based VAE emulsions, for example, are good for bonding concrete to concrete but usually exclude rubber on their data sheets. We recommend choosing synthetic rubber adhesives, contact cements, or two‑component epoxies that are clearly formulated for bonding rubber to concrete so the bond does not peel or soften under load.
Question 3: How Long Should I Wait Before Subjecting The Bonded Rubber To Heavy Loads Or Traffic?
Handling strength from contact cement often appears as soon as the rubber is pressed into place, but full cure still benefits from about twenty‑four hours. Epoxies can need from one to three days to reach full mechanical properties, depending on the brand and temperature. Applying heavy traffic or high loads too early on bonding rubber to concrete can cause micro‑movement, which may lead to long‑term debonding.
Question 4: What Should I Do If My Concrete Surface Is Uneven Or Has Cracks?
We always advise repairing defects before bonding rubber to concrete:
After repairs, re‑profile the surface if needed, then consider a two‑component epoxy adhesive to help bridge minor remaining unevenness during the bonding step.
Question 5: Does RK Rubber Enterprise Co. Provide Adhesive Recommendations For Your Rubber Products?
We focus on manufacturing high‑quality rubber components and do not produce adhesive brands ourselves. However, our installation guides—especially for items like preformed expansion joint fillers and water stoppers—describe surface preparation, priming steps, and general adhesive types that suit bonding rubber to concrete. Our technical and sales teams work with project engineers to match professional‑grade adhesives to our rubber compounds so that the complete system performs as intended.
Waste Water Treatment Seals for Corrosive Tanks
in Rubber ProductA tiny drip under a corrosive tank can look harmless at first. In wastewater plants, that drip often means the waste water treatment seals hiding inside have started to give up. By the time the leak reaches the floor, pumps, motors, tank walls, and even nearby soil or waterways may already be at risk.
We see this often in treatment facilities that handle strong chemicals, sand and grit, and heavy biological loads. The environment around those seals is harsh every single day. Caustic soda, sodium hypochlorite, coagulants, sediment, and microbes all attack the weakest point in the system. Add tank settlement, thermal movement, and vibration from pumps, and even a well-designed plant in the Philippines can struggle to keep everything tight.
When seals fail, the effects spread fast. Progress on Wastewater Treatment globally shows that infrastructure reliability depends heavily on proper sealing and maintenance practices. Motors burn out on submersible pumps. Corrosive water eats into steel tank walls. Operators face spills, odor complaints, and possible fines for non-compliance. Emergency shutdowns and rush repairs then drive up costs far beyond the price of a set of quality waste water treatment seals.
This is why more facilities are moving from rigid metal parts to rubber-based sealing products. Properly engineered rubber seals, water stoppers, and linings give better chemical resistance, absorb movement, and protect tanks from the inside out. At RK Rubber Enterprise Co., we focus on the engineering behind those parts, not just on the material itself.
In this article, we share how waste water treatment seals work, what really destroys them in corrosive tanks, and how specialized rubber compounds handle those threats better than traditional options. We also explain how our Philippine-based team supports projects from selection to installation, so readers finish with a clear plan to improve reliability and control long-term costs.
Key Takeaways
A short summary helps put the role of waste water treatment seals into focus before going into details.
What Are Waste Water Treatment Seals And Why Do They Matter?
When we talk about waste water treatment seals, we mean every rubber or elastomer component that keeps liquid where it belongs inside a plant. These parts sit in pumps, tanks, and pipe joints, and they stop wastewater from leaking along shafts, through wall penetrations, and across construction joints. In corrosive tanks, they also protect steel and concrete from direct contact with aggressive liquid.
At pump level, waste water treatment seals include mechanical seal elements that sit around the rotating shaft. In submersible, dry-pit, and self-priming pumps, these components create a barrier between the process fluid and sensitive parts like bearings and motors. If this barrier opens even slightly, liquid follows the shaft, reaches the motor, and can cause fast and expensive damage.
In concrete tanks, we see another group of waste water treatment seals:
When these seals fail, the impact is rarely limited to a small drip. Motors in submersible pumps may short out. Corrosive wastewater can attack reinforcement steel in tanks and slabs. Staff face slip risks, exposure to chemicals, and difficult clean-up work. In the Philippines, where high humidity, changing wastewater chemistry, and import lead times make equipment replacement costly, keeping waste water treatment seals in good condition is a key part of plant reliability planning.
Key Challenges Of Corrosive Wastewater Environments
Wastewater treatment is one of the toughest settings for any sealing product. Every waste water treatment seal must deal with chemical attack, physical wear, microbial activity, and movement in the structure around it. Ignoring any of these factors often leads to leaks far sooner than expected.
The main stresses on seals in corrosive tanks include:
Typical treatment chemicals such as caustic soda, sodium hypochlorite, poly aluminum chloride, and aluminum sulfate all react with certain rubbers and metals. Some elastomers swell and turn soft, others harden and crack, and metal parts can pit or rust. Because pH can swing from acidic to highly alkaline at different stages of the process, a seal may face several harsh conditions in one duty cycle. Research on the Influence of wastewater treatment processes on seal performance confirms that chemical variability is one of the primary causes of premature seal failure.
Sand, grit, and fine mineral particles are common in Philippine wastewater streams, especially where stormwater and household discharges mix. As these solids pass the seal faces in pumps or move along linings, they act like grinding paste. Over time they cut grooves into sealing surfaces and create tiny paths for liquid to escape.
Items such as so-called flushable wipes, rags, and hair tangle around pump shafts near the seal area. This build-up, often called ragging, can pull at flexible seal parts, open up seal faces, and interfere with the cooling and lubrication film between them. Once that film breaks, friction and heat rise quickly and the waste water treatment seal can fail without much warning.
Modern plants use active microbes to break down organic matter. Some rubber compounds and bonding agents are sensitive to attack from these organisms. Over time they can lose strength, become brittle, or show surface cracking, especially in warm tanks common in tropical climates.
Dynamic conditions in the structure also put stress on static seals. Tanks settle on their foundations. Concrete expands in the afternoon heat and contracts at night. In a seismic country, small ground movements are also part of the picture. Seals at joints and penetrations must flex with this movement while still pressing firmly against concrete or steel. Without that flexibility, even a tiny shift can open a leak path along a wall or base joint.
How We Address These Challenges: RK Rubber’s Specialized Sealing Products
When we design and manufacture products for corrosive tanks, we start from the real conditions our clients face, not from a generic catalog. We look at chemical lists, pH ranges, solid loads, and movement in the structure, then match each need with the right waste water treatment seals and compounds. Our goal is simple: keep the plant tight while cutting unplanned downtime.
W-Type Rubber Seals
Our W-Type rubber seals use a shaped cross-section that compresses evenly and holds contact pressure over long periods. This form gives several sealing lips within a single part, which helps keep both liquid and gas from passing through critical joints. We use these in industrial wastewater lines, manholes, and special connections where plant operators need high leak resistance under chemical exposure and moderate movement.
Rubber Water Stoppers
For concrete tanks and channels, we produce rubber water stoppers that sit directly inside construction and expansion joints. Unlike rigid metal strips, these flexible parts move with the concrete while still pressing against it. We commonly use EPDM or neoprene for these devices because they resist corrosion and stay flexible in wet conditions. In practice, this reduces joint cracking and minimizes leaks at wall-base and wall-wall interfaces.
Rubber Linings For Corrosive Tank Protection
Inside corrosive tanks, rubber linings act as a strong inner skin. Our EPDM linings work well where ozone, sunlight, and caustic chemicals such as sodium hydroxide are present, making them suitable for outdoor caustic tanks. Nitrile linings handle high solid loads and many oils, so they fit well in sludge handling areas and industrial waste tanks. Neoprene linings give a balanced response to heat, oil, and many common chemicals, which suits mixed-duty tanks that see changing contents. By shielding steel or concrete from direct contact, these linings slow down corrosion and extend tank service life.
Customized Rubber Products
Every plant is a bit different, so we often design custom waste water treatment seals for special flanges, manways, or equipment brands. We adjust size, shape, and compound so the part fits properly and carries the right compression when installed. Our engineering team reviews drawings and operating data, then proposes designs that match the real stresses in the field.
Advanced Rubber Compounds
Behind all these items is our material expertise. We work with EPDM for chemical and UV resistance, nitrile for abrasion and many hydrocarbons, silicone for very high or low temperatures, neoprene for balanced performance, and FKM for extreme heat and aggressive chemicals. By matching compounds to each tank’s actual chemical mix and temperature profile, we produce waste water treatment seals that stay stable longer and give plant managers more predictable maintenance windows.
To make selection easier, the table below summarizes where each compound commonly fits in wastewater plants:
Choosing the right compound for each duty point is one of the fastest ways to improve seal life without changing the rest of the equipment.
The RK Rubber Advantage: Why Partner With Us
When we work with plant managers, engineers, and contractors, we do not just supply rubber parts. We treat every project as a technical task where the right waste water treatment seals can protect both assets and budgets. That approach sets us apart from basic trading houses that only resell standard items.
We start with the specific conditions at each site, understanding Why Mechanical Seals Are vital for reliable pump operation in water and wastewater applications. Our team studies the wastewater chemistry, operating temperatures, solids content, and expected movement in tanks or structures. Then we recommend seal designs and compounds that match those conditions, instead of forcing a one-size-fits-all product into place. This focus on application details pays off in longer service life and fewer surprises.
Our background in rubber compounding gives us a strong base for those choices. We understand how EPDM, nitrile, silicone, neoprene, and FKM behave under caustic, acidic, or oily conditions, as well as under tropical heat and UV exposure in the Philippines. That knowledge helps us choose materials that hold their properties over time instead of breaking down early.
Because our products are flexible, corrosion-resistant, and able to follow structural movement, they reduce the stress on joints, penetrations, and tank walls. Many clients see lower maintenance hours, fewer emergency shutdowns, and reduced replacement orders once they switch to well-matched waste water treatment seals and linings from us.
We also support projects across their full life cycle. That means helping with material selection, advising on installation practices, and sharing maintenance tips based on field experience. Our manufacturing follows ISO 9001 quality management, and we use tested raw materials from trusted suppliers. As a Philippine-based producer, we can react quickly to design changes, urgent needs, and on-site findings without long international lead times.
Conclusion
Sealing may look like a small part of a wastewater plant, but it carries heavy responsibility. Inside corrosive tanks and pump rooms, waste water treatment seals sit between aggressive liquids and the equipment, structures, and people that must stay safe. Cutting corners at this point often leads to leaks, damaged assets, and long nights dealing with unplanned shutdowns.
Spending more attention and budget on high-grade rubber seals, water stoppers, and linings is a smart long-term choice. Flexible, chemically resistant parts handle movement, abrasion, and chemical swings far better than rigid, corrosion-prone metal items. Over time, that means fewer failures, less emergency work, and more predictable operating costs.
At RK Rubber Enterprise Co., we bring together W-Type rubber seals, engineered water stoppers, specialized linings, and custom-made products to handle the specific stresses of corrosive wastewater tanks. We combine local manufacturing in the Philippines with technical support, so our clients get parts that fit their equipment and their conditions.
If leaks, frequent seal changes, or early tank corrosion are starting to show up in your plant, this is a good time to review your sealing setup. We invite you to reach out to our team to discuss your current waste water treatment seals, share your operating data, and explore better options for long-term reliability and cost control.
FAQs
Question 1: What Makes Rubber Seals Better Than Metal Alternatives For Wastewater Tanks?
Rubber seals handle movement much better than metal parts, because they compress and flex without cracking. They also resist rust, so they do not suffer the oxidation that often shortens metal seal life. Installation is usually simpler, with fewer special tools and less surface preparation. In corrosive wastewater, a well-chosen rubber compound keeps its sealing force longer, which cuts maintenance needs and replacement frequency.
Question 2: How Do I Know Which Rubber Compound Is Right For My Specific Wastewater Application?
Choosing the right compound starts with understanding the liquid inside your tank or line. We look at pH ranges, the exact chemicals used in dosing, and the typical operating temperature, as well as UV and ozone exposure for outdoor tanks. We also consider oils, solvents, abrasion levels, and expected structural movement. At RK Rubber Enterprise Co., our technical team reviews this data and then recommends the most suitable compound, such as EPDM, nitrile, neoprene, silicone, or FKM. We are happy to provide a consultation to walk through this selection with you.
Question 3: What Is The Typical Lifespan Of Rubber Seals In Corrosive Wastewater Environments?
Service life varies with chemistry, temperature, solids content, and how the seal was installed and maintained. With a well-matched compound and good installation practice, many waste water treatment seals can run five to ten years or more. When materials are poorly matched to the chemicals, they may fail within a year or even a few months. Our engineered compounds and custom designs are intended to extend life well beyond what generic parts usually deliver.
Question 4: Can Existing Metal Seals And Joints Be Retrofitted With Rubber Products?
In many cases, yes, existing metal seals and rigid joints can be upgraded using rubber-based products. We frequently design custom rubber seals, water stoppers, and linings that fit into current flanges, joints, or tank shells without full replacement. Typical retrofit work includes sealing leaking construction joints, upgrading old metal expansion joints, and lining corroded tanks from the inside. Our engineering group can study your drawings or site conditions and advise on what kind of retrofit is practical.
Question 5: How Does RK Rubber Enterprise Co. Ensure Quality And Consistency In Your Sealing Products?
We operate under ISO 9001 quality management, which guides our processes from raw material checks to final inspection. Every batch of compound and every finished product goes through tests for chemical resistance, tensile strength, hardness, and flexibility. We work only with trusted suppliers of rubber ingredients and reinforcing materials. Field feedback from industrial clients also feeds into our design and process updates, and we stand behind our products with technical support throughout their service life.
Rubber Speed Bumps vs Asphalt: A Safer, Smarter Choice
in Rubber ProductThe sound of a car or forklift slamming into a hard speed bump never feels good. There is that sharp jolt, a small panic about hidden damage, and a quiet worry about what else could go wrong on site. In busy plants, warehouses, and car parks, those bumps are not just small annoyances; they are part of the safety system that guards both people and equipment.
For a long time, asphalt speed bumps were the default inside industrial yards and commercial properties. They are poured with the road, they feel solid, and at first they seem fine. Over time, the limits start to show. Asphalt is rigid and unforgiving, it cracks under heavy loads, lets water in, fades under the sun, and needs fresh paint just to stay visible. That mix leads to more vehicle wear, more tripping hazards, and more maintenance work than many teams expect.
Modern rubber speed bumps take a different path. Vulcanized rubber flexes slightly under load, spreads out the impact, and then returns to its shape instead of breaking apart. That same material science is behind the rectangular rubber bumpers, wheel guards, and donut-type bumpers we make at RK Rubber Enterprise Co. across the Philippines. In this article, we walk through why rubber outperforms asphalt for speed bumps in impact protection, durability, maintenance cost, installation, and safety, so you can decide what fits your facility best.
Key Takeaways
Here is a quick view of what sets rubber speed bumps ahead of asphalt in real sites:
Superior Impact Resistance And Vehicle Protection
When a vehicle rolls over an asphalt speed bump, the hard surface gives almost no movement, and research such as A Matched Case–Control Study has documented the impact forces transmitted to vehicles and their occupants. The full force of the bump travels straight into the suspension, tires, and even the load inside the vehicle. At low speeds this is already harsh, and when a driver misjudges speed, the jolt can be severe. Over months and years, that repeated shock adds up in worn parts, loose fittings, and damaged cargo.
Rubber speed bumps behave differently because of the elastic nature of vulcanized rubber. During vulcanization, the rubber compound gets cross-linked under heat and pressure, which lets it flex and then return to its original form without cracking. When a wheel hits a rubber speed bump, part of the energy is absorbed and spread across the body of the bump. The contact is still firm enough to slow drivers, but the edge is softer, so the impact on the vehicle is lower.
We see the same effect every day in our other impact protection products at RK Rubber Enterprise Co. Our rectangular rubber bumpers shield loading dock walls and truck bodies during docking. Our rubber wheel guards stop cars from hitting walls or columns and help prevent tire blowouts at the edge of parking slots. Donut-type rubber bumpers work as strong impact absorbers and even vibration dampers. The same thinking goes into rubber speed bumps, which are built to prevent massive damage and costly collisions instead of adding to them.
There is also protection for the bump itself, and federal research on Effects of Traffic Calming measures confirms that properly designed traffic calming devices reduce both vehicle damage and maintenance requirements. Asphalt corners chip away as trucks and forklifts hit them off-center, and pieces can break loose and create debris on the road. Vulcanized rubber bends slightly then recovers, so the speed bump keeps its shape even after thousands of passes each day.
To sum up the protection benefits of rubber speed bumps:
Exceptional Durability And Weather Resistance
Durability starts with the material structure. Vulcanized rubber has cross-linked polymer chains that give it high tensile strength and strong elasticity at the same time. It can stretch slightly under load and then return to its shape without permanent damage. Asphalt does not have this property. Once it cracks, the damage keeps spreading as water and dirt enter the gap.
For sites in the Philippines, weather is a serious test. Common stress factors include:
Asphalt can dry out and become brittle on the surface while the lower layer softens in heat. Rainwater seeps in, and over time the bump crumbles or sinks. Oil and chemicals speed up wear even further.
Rubber speed bumps from RK Rubber Enterprise Co. use high-grade compounds such as EPDM, natural rubber, and synthetic blends that resist these stress factors. EPDM, for example, is known for good resistance against tear and wear, and it stays stable under sun, ozone, and moisture. The result is a traffic calming product that does not crack under temperature swings, does not absorb water, and does not react badly to the usual oils and chemicals around industrial yards.
Unlike metal parts, rubber speed bumps do not rust, and unlike concrete or asphalt, they do not break apart into sharp pieces. Shape, height, and profile stay consistent for many years, which means the slowing effect stays consistent as well. For plant managers planning long term, this steady performance makes rubber speed bumps a practical base for site traffic control.
Reduced Maintenance Costs And Long-Term Value
Every asphalt speed bump comes with a hidden service plan. It needs:
These tasks take time from the maintenance team, interrupt traffic, and pull budget away from other needs.
Rubber speed bumps have a much lighter upkeep profile. At RK Rubber Enterprise Co., we mold high-visibility yellow EPDM stripes directly into the black rubber body. They are not just painted on the surface, so they do not peel or fade quickly. Many models also include embedded glass reflectors, which pick up headlights and signal the bump clearly at night without extra lights or extra paint. Cleaning is usually as simple as normal sweeping or washing of the lane.
When we compare the full life cycle, a rubber speed bump may cost more than an asphalt bump on day one, but the numbers change fast over the years. There is no repainting every few months, no crack sealing, and far fewer emergency repairs when a piece breaks loose. The bump keeps doing its job, and budgets become easier to plan because there are fewer surprise fixes. For many facilities, that long-lasting performance and extended life span turn rubber into the lower-cost choice over the full period of use.
A simple comparison looks like this:
Easier Installation And Operational Flexibility
Installing asphalt speed bumps is a project by itself. It calls for cutting or shaping the road surface, bringing in hot mix, using heavy compaction tools, and then waiting for proper curing time. During this work, lanes often need to be closed, and once the asphalt is in place, the location is more or less fixed. If traffic patterns change, removing or shifting an asphalt bump can be expensive.
Rubber speed bumps follow a much simpler method. They come in modular sections with middle parts and end caps, so the length can match different lane widths and site layouts. Our products at RK Rubber Enterprise Co. are fixed to existing concrete or asphalt with anchor bolts and basic hand tools. In many cases, an in-house maintenance team can complete the work in a short window without bringing in outside road contractors.
A typical installation on an existing surface involves:
That modular design also gives sites more freedom over time. If a new gate opens, if truck routes change, or if a construction phase needs temporary clear space, rubber speed bumps can be removed, reconfigured, or relocated. With our customization options and quick turnaround times, we can match dimensions, profiles, and layouts to the needs of your plant or property without long delays.
Improved Safety Features For Comprehensive Protection
Good speed bumps must slow vehicles and still keep drivers and pedestrians safe around them, and studies like the Temporary Speed Hump Impact evaluation have measured how different speed control devices affect vehicle behavior and safety outcomes. Rubber speed bumps are built with this in mind from top to bottom. The black base with molded yellow stripes gives strong contrast in daylight, while glass reflectors return headlight beams at night so drivers can see the bump early and reduce speed in time.
The surface of quality rubber speed bumps also offers better grip compared to smooth asphalt or painted concrete. This non-slip texture helps tires maintain contact, which is important when roads are wet and when forklifts carry tall or fragile loads. Tapered end caps give a smoother ramp on and off the bump, which makes life safer for cyclists, motorcyclists, and pedestrians stepping nearby. At RK Rubber Enterprise Co., we design our traffic calming products to support company safety programs, reduce tripping risks, and lower the chance of sudden, harsh impacts that lead to incidents.
By combining high visibility, reliable grip, and predictable slowing, rubber speed bumps help drivers form safer habits in busy internal roads, loading areas, and car parks.
Conclusion
Rubber speed bumps give plants, warehouses, and commercial sites a clear edge over old-style asphalt bumps. They absorb impact instead of sending it straight into vehicles, stand up better to heat and heavy rain, need far less maintenance, and can be installed or moved with much less disruption. Added features such as molded stripes, reflectors, and tapered ends support safer driving and walking around busy areas.
Asphalt has played its part, but material technology has moved on. With the right rubber speed bumps in place, traffic calming becomes a solid safety investment and a smart financial choice. At RK Rubber Enterprise Co., we combine quality rubber products with practical technical support, so teams avoid common mistakes and pick the right design for each site. If you are planning to upgrade speed control in your plant, car park, or project, we are ready to discuss options, share our experience, and help you choose a setup that protects people, vehicles, and your budget for years.
FAQs
Question 1: Are Rubber Speed Bumps Strong Enough For Heavy Industrial Vehicle Traffic?
Yes, high-quality rubber speed bumps handle heavy trucks, trailers, and forklifts. Vulcanized rubber spreads the load and avoids brittle cracking seen in asphalt bumps. Our products already serve busy industrial yards across the Philippines with steady day-to-day use.
Question 2: How Long Do Rubber Speed Bumps Typically Last Compared To Asphalt?
With normal use, well-made rubber speed bumps can serve seven to ten years or more with very little work. Asphalt bumps often need major repair or full replacement within three to five years. Our weather-resistant and corrosion-resistant compounds help rubber keep both form and function over that longer period.
Question 3: Can Rubber Speed Bumps Be Installed On Existing Asphalt Or Concrete Surfaces?
Yes, rubber speed bumps work very well on both asphalt and concrete roads. Installation usually uses expansion anchors drilled into the existing surface. Surface preparation is simple compared to forming new asphalt bumps, and our team can guide your staff through each step.
Question 4: Do Rubber Speed Bumps Work Effectively In The Hot, Humid Philippine Climate?
They are very well suited to local conditions. Rubber compounds used by RK Rubber Enterprise Co., including EPDM and selected synthetic blends, resist UV rays, heat, and moisture. Unlike asphalt that can soften in high heat and break down in humidity, our rubber speed bumps keep their shape and slowing power through sun, rain, and standing water.
Question 5: What Makes RK Rubber Enterprise Co.’s Speed Bump Options Different From Standard Choices?
We focus on strong materials, practical designs, and real support instead of one-size-fits-all products. Our range covers rubber speed bumps, wheel guards, and rectangular bumpers, so sites can protect lanes, walls, and loading areas as a complete system. With customization, fast lead times, and local technical help, we act as a long-term partner for plant safety rather than just a supplier.
Industrial Flood Seals for Reliable Warehouse Protection
in Rubber ProductIntroduction
The first time we watched a warehouse floor vanish under brown floodwater, what shocked us was not the depth but the speed. In minutes, pallets, cartons, and machinery went from safe to scrap. Since then, we have treated industrial flood seals as seriously as any forklift or conveyor on site.
Across the Philippines, stronger typhoons, monsoon rains, and poor drainage keep putting warehouses at risk, with flood damage and infrastructure vulnerability becoming increasingly documented concerns. Once water reaches a loading dock or roll-up door, losses escalate fast: damaged inventory and racking, corroded equipment, long shutdowns, and safety issues for staff. Insurance may pay for part of the damage, but it does not repay lost production days or shaken client trust.
Heavy-duty rubber seals sit at the heart of any practical flood barrier. Steel and concrete carry the load, yet it is the rubber that closes the last few millimeters where water loves to sneak through. For each project we focus on door seals, water stoppers, and gate seals that can handle high water pressure, building movement, and harsh Philippine weather.
At RK Rubber Enterprise Co., we do more than manufacture rubber parts. We help clients avoid design mistakes that only show up during the first real storm. This guide explains how industrial flood seals work, which rubber compounds to choose, where to use them in warehouses, and how to deal with leaks and material failure so you go into the next rainy season with far more confidence.
Key Takeaways
Before we dive into the details, here is the big picture of how industrial flood seals support warehouse protection.
Understanding Industrial Flood Seals For Warehouse Protection
When we talk about industrial flood seals, we mean the rubber components that sit between a flood barrier and the structure. They run along the bottom and sides of door frames, gates, and concrete joints, and they compress tightly when a barrier closes so water cannot pass through the contact surface.
There is a clear difference between static and dynamic sealing. Static seals sit on gaps that barely move, such as cast-in joints between concrete slabs. Dynamic seals work on parts that move every day, like swinging gates, sliding doors, and demountable panels. Flood seals in warehouses often have to cope with both, while still working as the building settles over time.
Rubber outperforms metal and many plastics in this role because it compresses, rebounds, and resists corrosion. Under hydrostatic pressure, water pushes against every millimeter of a barrier. A good rubber profile turns that pressure into a tighter seal by spreading contact across a wider area. At RK Rubber Enterprise Co., we group our products for these tasks into three main types: rubber door seals, rubber water stoppers, and rubber gate seals, which work together to keep warehouses dry.
Types Of Heavy-Duty Rubber Seals For Flood Barriers
For warehouse flood mitigation, we rely on several kinds of heavy-duty rubber seals matched to specific parts of the building. One profile may be ideal for a personnel door, while another suits a wide gate or buried joint. Pairing the right seal with the right barrier means the system performs under real flood conditions, not only on paper.
Rubber Door Seals
Rubber door seals protect the many smaller openings that often become early leakage paths. We design these as compression profiles along the door perimeter and threshold, so they press firmly when the door closes and create a continuous contact line on all sides.
Beyond blocking water under moderate to high levels, these seals also soften door impact and cut noise in busy warehouses. For the Philippine climate, we use compounds that resist sun, heat, and humidity so they do not crack or harden. Typical applications include personnel doors, dock access doors, and emergency exits, often combined with demountable panels that staff install when a flood warning is issued.
Rubber Water Stoppers
Rubber water stoppers protect hidden joints inside concrete and structural work. Buildings move a little over time because of settlement, temperature change, and even small earthquakes, and rigid fillers dislike that movement. Flexible water stoppers bridge these joints and keep a tight seal even when concrete on each side shifts.
For this role we often use EPDM or neoprene, which combine flexibility with strong resistance to chemicals and corrosion. Water stoppers can be embedded in fresh concrete during construction or installed as surface-mounted rubber strips during upgrades. They are especially important at expansion joints, cold joints between pours, and the base of ground-level barriers, where repeated movement can cause rigid materials to crack.
Rubber Gate Seals
Rubber gate seals handle wide openings where both water pressure and span are high: large driveways, perimeter flood gates, and tall demountable systems. These seals have extended contact surfaces that spread compression over a broad area, which helps them resist strong hydrostatic pressure without tearing or rolling out of place.
We manufacture gate seals in EPDM, natural rubber, or neoprene, based on expected water height and chemical exposure from trucks, fuel, or industrial liquids. In warehouses and plants, they are integrated with swing-gate barriers and demountable panels across loading yards. Because they can also contain liquids inside an area, they support both flood protection and chemical spill control.
Material Selection: Choosing The Right Rubber Compound
Choosing the right rubber compound is one of the most important steps when planning industrial flood seals for a warehouse. The wrong material may look fine at first but can harden, crack, or swell long before the barrier reaches its expected service life.
We commonly work with EPDM, natural rubber, SBR, and neoprene:
Key properties we check include tensile strength, tear and abrasion resistance, compression set (how well the rubber springs back after long compression), and chemical resistance. Compatibility with concrete, steel, aluminum, coatings, and adhesives also matters, since a reaction with nearby materials can shorten seal life.
At RK Rubber Enterprise Co., we use high‑grade compounds and guide clients through these choices, balancing up-front cost with long service life and fewer replacements.
Strategic Applications And Customization For Warehouse Facilities
No two warehouses in the Philippines are exactly the same, so industrial flood seals must match real site conditions, not just drawings. We usually start with a site assessment, looking at floor levels, nearby waterways, past flood lines, and weak entry points. From there we define target water height, opening spans, and how daily operations move through each area.
Loading docks and cargo bays get special attention because they see the most traffic. A common setup is demountable barrier panels across the dock opening, with heavy-duty rubber door or gate seals along edges and floors. Seals must compress enough to stop water yet still allow quick installation and removal so trucks can keep moving outside flood alerts.
Basement entries and underground storage may use automatic flip-up barriers with molded seals that sit flush in the floor and frame, staying out of the way until water arrives. Low-lying or coastal sites also need perimeter protection at vehicle and pedestrian gates, where wide gate seals and water stoppers follow driveway slopes and tie into concrete walls.
Thanks to broad customization capacity at RK Rubber Enterprise Co., we can adjust profile dimensions, compounds, and mounting methods for both new projects and retrofits so flood protection supports, rather than disrupts, daily operations.
Addressing Common Challenges In Warehouse Flood Protection
After many projects, we keep seeing the same warehouse flood issues. Well-designed industrial flood seals can solve much of this, as long as they reflect real conditions on site.
One concern is leakage under high pressure. To keep this under control, we design seal profiles that build higher contact pressure as water pushes harder on the barrier. Careful control of material hardness and profile shape helps the seal compress enough without cutting or folding, so leakage stays low and predictable.
Another problem is material degradation from heat, sun, salt air, and chemicals. We counter this by using EPDM and neoprene compounds with strong weather and chemical resistance, rather than low‑grade materials that crack or swell after a few seasons.
Building movement is a third issue. Concrete slabs and steel frames shift with settlement and temperature, which can break rigid seals. Our rubber water stoppers and flexible profiles stretch and compress with that movement while still blocking water.
Clear installation instructions and, when needed, custom profiles also help contractors fit seals correctly the first time, avoiding gaps and material clashes that shorten service life.
Conclusion
Floods in the Philippines do not wait for project schedules, but careful planning can keep a warehouse ready when water rises. Heavy-duty rubber seals at doors, gates, and joints turn rigid barriers into tight, reliable industrial flood seals that protect stock, machinery, and electrical rooms and help reduce downtime during strong weather.
Custom, high‑grade rubber sealing systems usually perform far better than generic strips or trial‑and‑error fixes. By matching compounds, rubber profiles, and mounting details to each opening, you can cut leakage, extend service life, and lower the real cost per year of protection.
At RK Rubber Enterprise Co., we combine ISO 9001‑based quality control with local knowledge of Philippine sites and weather. If you manage a warehouse, plant, or commercial facility, our team is ready to review your site and recommend practical industrial flood seals so you can face the next rainy season with confidence.
FAQs
Before closing, we want to answer some of the questions we hear most often about industrial flood seals for warehouses and similar facilities.
Question 1: What Is The Difference Between EPDM And Neoprene Rubber Seals For Flood Barriers?
EPDM rubber offers excellent resistance to sunlight, ozone, and rain, so it is usually the first choice for outdoor door and gate seals. Neoprene handles contact with oils, fuel, and many chemicals better, while still giving reasonable weather resistance. For most external industrial flood seals we suggest EPDM; near fuels, oils, or chemical handling we often move to neoprene.
Question 2: How Long Do Heavy-Duty Rubber Flood Seals Typically Last?
Service life depends on material quality, exposure, and maintenance, but well-specified industrial flood seals can last many years. Strong sunlight, frequent chemical contact, and heavy mechanical wear shorten that life, while protection from these factors extends it. We always recommend regular inspection so seals can be replaced before their performance drops during a flood event.
Question 3: Can Rubber Seals Be Customized For Existing Warehouse Flood Barrier Systems?
Yes. We regularly design custom rubber profiles to fit existing gates and barrier frames. We begin with measurements, drawings, or site photos to study current gaps and fixing methods, then adjust profile shape and compound so the new industrial flood seals fit the old hardware while giving better sealing performance.
Question 4: How Do Rubber Seals Accommodate Building Movement Without Losing Effectiveness?
Rubber has natural elasticity, so it stretches and compresses with small shifts in the structure and then returns to its original shape. Our water stoppers and flexible profiles are shaped to allow controlled compression and expansion across joints and interfaces. Rigid materials tend to crack or pull away when a slab moves; a well‑designed rubber seal continues to block water and greatly reduces the chance of joint failure during a flood.
Vibration Isolators for HVAC Systems in the Philippines
in Rubber ProductPicture a new commercial tower in Metro Manila where everything looks perfect on opening day. After a few months, complaints start to pile up about humming ceilings, rattling windows, and an odd buzzing in corner offices. The HVAC equipment on the roof runs within its rated capacity, but without proper vibration isolators, every start and stop sends tiny shocks through the structure.
Those small vibrations do more than annoy tenants. They stress motors and bearings, loosen connections, crack concrete over time, and even drag down energy efficiency. Instead of running smoothly, chillers and air handling units fight against misalignment and extra friction. Maintenance teams chase leaks and noisy fans, and the equipment wears out years ahead of schedule.
We see this pattern again and again when vibration control is treated as an optional add‑on instead of part of the HVAC design. With the right vibration isolators under each unit, movement stays where it should be – inside the machine – instead of spreading into beams, floors, and walls. That means longer service life, fewer breakdowns, and lower power bills. It also supports compliance with the Philippine Electrical Code (PEC) and NFPA 110, which already recognize how serious vibration can be, especially for emergency power systems.
In this article, we walk through what vibration isolators are, why HVAC systems depend on them, how to choose the right type, and how proper isolation improves efficiency and lifespan. We also share how we at RK Rubber Enterprise Co. support projects across the Philippines with anti‑vibration pads, mounts, and spring isolators built for local conditions.
Key Takeaways
Before we go deeper, it helps to see the main points in one place. These highlights show why vibration control should stand beside capacity and efficiency in every HVAC design and upgrade plan.
What Are Vibration Isolators And Why Do HVAC Systems Need Them?
Vibration isolators are engineered parts that sit between a vibrating machine and the structure that supports it. In simple terms, they act like a rubber pads, so the equipment can move slightly without sending that motion straight into beams, slabs, or steel frames. For HVAC systems, these parts are usually rubber‑based mounts, pads, or steel springs designed to work at specific loads and frequencies.
Chillers, air handling units, compressors, and cooling towers all create vibration as motors turn and fans spin. That movement tries to travel from the equipment base through anchor bolts into floors, walls, and columns. Once inside the structure, it spreads out, often showing up as noise or a faint shake far from the machine room.
HVAC equipment needs isolation for three main reasons:
Industry bodies such as EGSA and NEIS warn against bolting heavy HVAC units directly to floors or pedestals. We follow the same principle and treat vibration isolators as a standard design item, not an afterthought.
The Hidden Costs Of Poor Vibration Control In HVAC Systems
Poor vibration control rarely fails on day one. Instead, it chips away at performance, comfort, and budgets month after month. When vibration isolators are missing, undersized, or badly installed, the extra movement shows up in four costly ways.
Constant vibration punishes compressor bearings, motor mounts, and refrigerant lines. Bearings can seize, fan shafts drift out of alignment, and copper lines crack, leading to leaks. Each incident brings unplanned shutdowns, rush parts orders, and overtime labor that far exceed the cost of proper isolation.
As components wear and drift out of alignment, motors need more power to do the same work. Fans may rub or run on poor bearings, and compressors pull extra current. Systems without good isolation often run ten to twenty percent below their rated efficiency, which, at Philippine commercial power rates, adds a serious long‑term burden on operating budgets.
Small vibrations create repeated stress cycles in pedestals, beams, and slabs. Micro‑cracks form around anchor points, then widen into visible damage that calls for injection, patching, or even partial rebuilding. These repair projects disrupt operations and cost much more than installing correct vibration isolators during the original works.
Structure‑borne vibration can turn quiet hotel rooms into low‑hum zones and disturb patients in hospitals or residents in condominiums. Tenants may demand rent adjustments or simply move out, which affects property value. On top of that, missed code expectations under PEC Chapter 7 and NFPA 110 can create compliance questions and possible liability if damage or failure occurs.
Types Of Vibration Isolators For HVAC Applications
Choosing the right type of vibration isolator starts with understanding how the HVAC unit behaves. Operating speed, weight, mounting layout, and location all guide the choice. In many building projects, we combine different isolator types so that each piece of equipment gets support that fits its actual job instead of a generic pad.
Elastomeric (Rubber) Isolators
Elastomeric vibration isolators use rubber compounds such as natural rubber, neoprene, or specially mixed blends bonded to steel plates or housings. The rubber works as a flexible layer that compresses and rebounds as the machine moves, with performance characteristics documented in numerical and experimental study of elastomeric behavior under dynamic loads. During this motion, it turns part of the vibrational energy into low‑grade heat, which reduces what reaches the structure.
These isolators work very well for higher operating speeds, where vibration frequencies usually sit above fifteen to twenty hertz. Typical HVAC uses include:
Their compact form makes them a good match for tight mechanical rooms and roof frames with limited height.
Elastomeric mounts are budget‑friendly for moderate loads, easy to install, and effective on high‑frequency vibration from fast‑turning motors and fans. When we build anti‑vibration rubber pads at RK Rubber Enterprise Co., we use advanced compounds designed for long life, high shock absorption, and strong resistance to oils, cleaning chemicals, and weather. That mix fits well with outdoor rooftop equipment that faces Philippine sun, heat, and heavy rain.
Spring Isolators
Spring vibration isolators use one or more steel coil springs inside a frame or housing. The equipment weight compresses the spring to a set deflection, which gives the system a low natural frequency. This design is especially good at cutting low‑frequency vibration from large, slow‑speed equipment where rubber alone would not give enough movement.
For HVAC work, spring isolators are common on:
These machines often run at lower speeds and higher loads, so their vibration can travel deep into the structure if not handled correctly. Spring units allow greater movement while still keeping the equipment stable and level.
Key advantages include:
Many designs include adjustment hardware so we can fine‑tune preload and leveling after installation. At RK Rubber Enterprise Co., our spring isolators are built with low natural frequency targets and adjustable settings, which help us match each set to the actual weight and support points of the mechanical rubber products.
Specialized And Hybrid Options
Some HVAC setups need more than a single type of vibration isolator:
With RK Rubber’s customization capability, we size these parts based on real load points and contact areas rather than guesswork.
Compliance With Philippine Standards: PEC And NFPA 110 Requirements
Code compliance is not just about electrical safety. It also includes how mechanical equipment is supported and isolated. In the Philippines, the Philippine Electrical Code (PEC) places clear attention on emergency and standby power systems, which often share space and foundations with large HVAC equipment.
Chapter 7 of the PEC covers installation, testing, and maintenance for emergency systems and points directly to NFPA 110 as the main reference. This makes NFPA 110 more than a guideline; it becomes the standard that inspectors expect to see followed in hospitals, commercial buildings, and industrial plants with emergency power. Where generator sets and major HVAC equipment sit on common structures, this standard pushes the whole design toward better vibration management.
NFPA 110 Rule 7.5 states that:
In practice, that means two code‑compliant paths:
Direct bolting of generator sets or similar heavy rotating machines to the foundation fails this expectation and can lead to inspection issues. Non‑compliance may also affect equipment warranties and raise questions if structural damage or failure occurs later.
We always suggest going beyond the bare minimum by following manufacturer isolation guidance for all major HVAC units, not just emergency equipment. Our team at RK Rubber Enterprise Co. supports this process with product selection help, drawings, and data that make it easier to document compliance.
How To Select The Right Vibration Isolators For Your HVAC System
Good results start with the right data. Picking vibration isolators based only on rough weight guesses or catalog pictures often leads to underperformance. We follow a simple framework that any facility manager or engineer can use as a checklist.
Step 1 – Determine Equipment Operating Frequency
Look at fan and motor speed in revolutions per minute and convert that to hertz by dividing by sixty. Higher frequencies often point to elastomeric isolators, especially above about fifteen hertz. Lower speeds, especially on big chillers and towers, usually call for spring isolators with enough deflection to sit well below the disturbing frequency.
Step 2 – Calculate Total Load And How It Is Shared
Include the full operating weight of the HVAC unit, not just the dry weight on the nameplate. That means adding refrigerant, oil, and any accessories. Then check the base frame and mounting bolt layout to understand how this weight spreads across each isolator. Undersized mounts can bottom out, while oversized ones may not deflect enough to work properly.
Step 3 – Define The Isolation Level You Need
General comfort cooling for offices may work well with about eighty‑five to ninety percent isolation, following established vibration isolation use guidelines for commercial applications. Hospitals, data centers, and research facilities may need ninety‑five percent or more. Higher targets push designs toward spring isolators and more deflection, especially at low frequencies.
Step 4 – Consider The Environment
Philippine heat, humidity, UV exposure, and occasional flooding all affect material choice. Check for outdoor or rooftop placement, exposure to oils or chemicals, and temperature swings in mechanical rooms. Rubber compounds must stand up to these conditions without hardening or creeping.
Step 5 – Review Space And Support Limits
Available height, base footprint, and foundation capacity shape the final choice. Some spring isolation systems need more clearance, while low‑profile neoprene pads work in tight spaces. Also plan access so maintenance teams can inspect or change isolators without major disassembly.
Step 6 – Match Hardness And Dynamic Stiffness
For elastomeric mounts, Shore hardness affects how much they deflect under load and where the natural frequency sits. Dynamic stiffness tells us how the mount behaves under actual vibration, not just static weight. At RK Rubber Enterprise Co., we use this data to select or customize rubber cushion so the system avoids resonance and meets target isolation.
When customers share accurate load and layout data, we can provide clear recommendations and test information that support both performance and compliance documentation.
Measurable Benefits: How Proper Vibration Isolation Improves HVAC Performance
When vibration isolators are selected and installed correctly, the gains show up in both technical reports and financial statements. Many plants and buildings move from constant repairs to stable, predictable HVAC operation once proper isolation is in place.
Key measurable benefits include:
With lower mechanical stress on bearings, shafts, and compressor internals, HVAC units can run thirty to fifty percent longer before major overhaul or replacement. Over a ten‑ to fifteen‑year planning window, this can keep expensive chillers and large fans in service well past the point where poorly isolated units would already be replaced.
Better isolation means fewer bearing changes, fewer refrigerant leaks due to cracked lines, and less time spent on repeated alignment work. Many facilities report maintenance savings in the range of twenty to forty percent for well‑isolated systems, along with fewer emergency callouts and less unplanned downtime during peak cooling months.
Machines that stay in alignment and operate on healthy bearings use less power. With proper vibration control, it is common to see five to fifteen percent better energy use compared with similar equipment installed on hard mounts. With local electricity costs, even the lower end of that range gives a strong payback.
On top of this, stable isolation supports:
RK Rubber Enterprise Co. supports these gains with high‑quality rubber compounds and tested spring designs that hold their properties over many years in Philippine conditions.
Conclusion
Good HVAC design is about more than picking the right capacity and controls. Without proper vibration isolation, even the best chiller or air handling unit can become a source of wasted energy, early failure, and ongoing complaints. Well‑chosen vibration isolators keep movement inside the machine, protect the building, and help systems run closer to their rated performance for a longer time.
By investing in quality isolation, we protect both the equipment and the structure that supports it. That means fewer major repairs, less noise in offices or hotel rooms, and a longer interval before expensive replacements appear in the budget. When we factor in lower energy use and reduced maintenance, the initial cost of good isolators often pays back many times over the life of the HVAC plant.
For facilities in the Philippines, the PEC and NFPA 110 already recognize how important proper vibration control is, especially around emergency power systems. Bringing the same care to all major HVAC equipment keeps projects safer, quieter, and easier to justify during audits and inspections. Facility managers, engineers, and contractors should review existing installations, check for proper vibration control, and specify isolation from the start on new projects.
At RK Rubber Enterprise Co., we support this work with a wide product range, from anti‑vibration rubber pads and neoprene strips to engineered metal‑bonded mounts and spring isolators. Our team helps match each product to real loads and conditions, giving customers both reliable performance and peace of mind.
FAQs
Question 1: What Is The Difference Between Elastomeric And Spring Vibration Isolators For HVAC Systems?
Elastomeric vibration isolators use rubber compounds to absorb higher‑frequency vibration, usually above fifteen to twenty hertz. They suit smaller and medium HVAC units, such as compressors, fan coil units, and packaged rooftop systems, where loads and deflections stay moderate. Spring isolators use steel coils to handle lower‑frequency vibration and heavier equipment, such as chillers and cooling towers. They provide greater deflection and better isolation for slow‑speed machines. The choice depends on operating speed, weight, and how much isolation the project needs, and RK Rubber Enterprise Co. offers both types with options for customization.
Question 2: Are Vibration Isolators Required By Law In The Philippines For HVAC Installations?
For emergency power supply systems, yes. PEC Chapter 7 points to NFPA 110, whose Rule 7.5 calls for vibration isolators between the rotating equipment and skid, or between the skid and the foundation. General HVAC equipment outside emergency systems may not always be named directly in the same way. However, manufacturers and industry groups such as EGSA and NEIS strongly discourage direct bolting without isolation. Following their guidance protects structural and equipment warranties and reduces the risk of damage or liability.
Question 3: How Do I Know What Size And Type Of Vibration Isolator I Need For My HVAC Equipment?
Sizing starts with accurate equipment data. You need the full operating weight including refrigerant, oil, and accessories; the rotating speed of fans or compressors; and the mounting layout. From there, check how weight is shared across the support points and what isolation level is needed for the space below or around the unit. Undersized isolators will compress too much and lose their function, while oversized units may not deflect enough and can cause instability. The best path is to consult manufacturer data and then work with a partner like RK Rubber Enterprise Co., where our technical team uses real load point measurements and site conditions to recommend the correct type and rating.
Question 4: Can Vibration Isolators Really Extend HVAC Equipment Lifespan And Reduce Energy Costs?
Yes, and the gains are measurable. By cutting vibration levels, you reduce wear on bearings, motors, and compressor parts, which can extend service life by thirty to fifty percent compared with rigid mounting. That same reduction in friction and misalignment often improves energy performance by about five to fifteen percent, because motors do not fight extra resistance. Maintenance needs usually drop by twenty to forty percent as leaks, bearing failures, and misalignment problems become less common. In many projects, the cost of proper vibration isolators pays back within two to three years through combined savings, especially when using RK Rubber’s durable compounds and tested designs.
Question 5: How Often Should Vibration Isolators Be Inspected Or Replaced?
We suggest at least one visual inspection each year. During this check, look for cracks, hardening, or excessive compression in rubber parts and make sure the equipment remains level on its supports. Quality elastomeric mounts often last ten to fifteen years, while well‑protected spring isolators can serve for fifteen to twenty years or more. Signs that replacement is needed include visible cracking, permanent flattening beyond design limits, and noticeable increases in transmitted vibration or noise. RK Rubber Enterprise Co. designs its products with strong resistance to weather, corrosion, and mechanical shock, which supports long service life under Philippine conditions.
Introduction
Picture a new commercial tower in Metro Manila where everything looks perfect on opening day. After a few months, complaints start to pile up about humming ceilings, rattling windows, and an odd buzzing in corner offices. The HVAC equipment on the roof runs within its rated capacity, but without proper vibration isolators, every start and stop sends tiny shocks through the structure.
Those small vibrations do more than annoy tenants. They stress motors and bearings, loosen connections, crack concrete over time, and even drag down energy efficiency. Instead of running smoothly, chillers and air handling units fight against misalignment and extra friction. Maintenance teams chase leaks and noisy fans, and the equipment wears out years ahead of schedule.
We see this pattern again and again when vibration control is treated as an optional add‑on instead of part of the HVAC design. With the right vibration isolators under each unit, movement stays where it should be – inside the machine – instead of spreading into beams, floors, and walls. That means longer service life, fewer breakdowns, and lower power bills. It also supports compliance with the Philippine Electrical Code (PEC) and NFPA 110, which already recognize how serious vibration can be, especially for emergency power systems.
In this article, we walk through what vibration isolators are, why HVAC systems depend on them, how to choose the right type, and how proper isolation improves efficiency and lifespan. We also share how we at RK Rubber Enterprise Co. support projects across the Philippines with anti‑vibration pads, mounts, and spring isolators built for local conditions.
Key Takeaways
Before we go deeper, it helps to see the main points in one place. These highlights show why vibration control should stand beside capacity and efficiency in every HVAC design and upgrade plan.
What Are Vibration Isolators And Why Do HVAC Systems Need Them?
Vibration isolators are engineered parts that sit between a vibrating machine and the structure that supports it. In simple terms, they act like a rubber pads, so the equipment can move slightly without sending that motion straight into beams, slabs, or steel frames. For HVAC systems, these parts are usually rubber‑based mounts, pads, or steel springs designed to work at specific loads and frequencies.
Chillers, air handling units, compressors, and cooling towers all create vibration as motors turn and fans spin. That movement tries to travel from the equipment base through anchor bolts into floors, walls, and columns. Once inside the structure, it spreads out, often showing up as noise or a faint shake far from the machine room.
HVAC equipment needs isolation for three main reasons:
Industry bodies such as EGSA and NEIS warn against bolting heavy HVAC units directly to floors or pedestals. We follow the same principle and treat vibration isolators as a standard design item, not an afterthought.
The Hidden Costs Of Poor Vibration Control In HVAC Systems
Poor vibration control rarely fails on day one. Instead, it chips away at performance, comfort, and budgets month after month. When vibration isolators are missing, undersized, or badly installed, the extra movement shows up in four costly ways.
Constant vibration punishes compressor bearings, motor mounts, and refrigerant lines. Bearings can seize, fan shafts drift out of alignment, and copper lines crack, leading to leaks. Each incident brings unplanned shutdowns, rush parts orders, and overtime labor that far exceed the cost of proper isolation.
As components wear and drift out of alignment, motors need more power to do the same work. Fans may rub or run on poor bearings, and compressors pull extra current. Systems without good isolation often run ten to twenty percent below their rated efficiency, which, at Philippine commercial power rates, adds a serious long‑term burden on operating budgets.
Small vibrations create repeated stress cycles in pedestals, beams, and slabs. Micro‑cracks form around anchor points, then widen into visible damage that calls for injection, patching, or even partial rebuilding. These repair projects disrupt operations and cost much more than installing correct vibration isolators during the original works.
Structure‑borne vibration can turn quiet hotel rooms into low‑hum zones and disturb patients in hospitals or residents in condominiums. Tenants may demand rent adjustments or simply move out, which affects property value. On top of that, missed code expectations under PEC Chapter 7 and NFPA 110 can create compliance questions and possible liability if damage or failure occurs.
Types Of Vibration Isolators For HVAC Applications
Choosing the right type of vibration isolator starts with understanding how the HVAC unit behaves. Operating speed, weight, mounting layout, and location all guide the choice. In many building projects, we combine different isolator types so that each piece of equipment gets support that fits its actual job instead of a generic pad.
Elastomeric (Rubber) Isolators
Elastomeric vibration isolators use rubber compounds such as natural rubber, neoprene, or specially mixed blends bonded to steel plates or housings. The rubber works as a flexible layer that compresses and rebounds as the machine moves, with performance characteristics documented in numerical and experimental study of elastomeric behavior under dynamic loads. During this motion, it turns part of the vibrational energy into low‑grade heat, which reduces what reaches the structure.
These isolators work very well for higher operating speeds, where vibration frequencies usually sit above fifteen to twenty hertz. Typical HVAC uses include:
Their compact form makes them a good match for tight mechanical rooms and roof frames with limited height.
Elastomeric mounts are budget‑friendly for moderate loads, easy to install, and effective on high‑frequency vibration from fast‑turning motors and fans. When we build anti‑vibration rubber pads at RK Rubber Enterprise Co., we use advanced compounds designed for long life, high shock absorption, and strong resistance to oils, cleaning chemicals, and weather. That mix fits well with outdoor rooftop equipment that faces Philippine sun, heat, and heavy rain.
Spring Isolators
Spring vibration isolators use one or more steel coil springs inside a frame or housing. The equipment weight compresses the spring to a set deflection, which gives the system a low natural frequency. This design is especially good at cutting low‑frequency vibration from large, slow‑speed equipment where rubber alone would not give enough movement.
For HVAC work, spring isolators are common on:
These machines often run at lower speeds and higher loads, so their vibration can travel deep into the structure if not handled correctly. Spring units allow greater movement while still keeping the equipment stable and level.
Key advantages include:
Many designs include adjustment hardware so we can fine‑tune preload and leveling after installation. At RK Rubber Enterprise Co., our spring isolators are built with low natural frequency targets and adjustable settings, which help us match each set to the actual weight and support points of the mechanical rubber products.
Specialized And Hybrid Options
Some HVAC setups need more than a single type of vibration isolator:
With RK Rubber’s customization capability, we size these parts based on real load points and contact areas rather than guesswork.
Compliance With Philippine Standards: PEC And NFPA 110 Requirements
Code compliance is not just about electrical safety. It also includes how mechanical equipment is supported and isolated. In the Philippines, the Philippine Electrical Code (PEC) places clear attention on emergency and standby power systems, which often share space and foundations with large HVAC equipment.
Chapter 7 of the PEC covers installation, testing, and maintenance for emergency systems and points directly to NFPA 110 as the main reference. This makes NFPA 110 more than a guideline; it becomes the standard that inspectors expect to see followed in hospitals, commercial buildings, and industrial plants with emergency power. Where generator sets and major HVAC equipment sit on common structures, this standard pushes the whole design toward better vibration management.
NFPA 110 Rule 7.5 states that:
In practice, that means two code‑compliant paths:
Direct bolting of generator sets or similar heavy rotating machines to the foundation fails this expectation and can lead to inspection issues. Non‑compliance may also affect equipment warranties and raise questions if structural damage or failure occurs later.
We always suggest going beyond the bare minimum by following manufacturer isolation guidance for all major HVAC units, not just emergency equipment. Our team at RK Rubber Enterprise Co. supports this process with product selection help, drawings, and data that make it easier to document compliance.
How To Select The Right Vibration Isolators For Your HVAC System
Good results start with the right data. Picking vibration isolators based only on rough weight guesses or catalog pictures often leads to underperformance. We follow a simple framework that any facility manager or engineer can use as a checklist.
Step 1 – Determine Equipment Operating Frequency
Look at fan and motor speed in revolutions per minute and convert that to hertz by dividing by sixty. Higher frequencies often point to elastomeric isolators, especially above about fifteen hertz. Lower speeds, especially on big chillers and towers, usually call for spring isolators with enough deflection to sit well below the disturbing frequency.
Step 2 – Calculate Total Load And How It Is Shared
Include the full operating weight of the HVAC unit, not just the dry weight on the nameplate. That means adding refrigerant, oil, and any accessories. Then check the base frame and mounting bolt layout to understand how this weight spreads across each isolator. Undersized mounts can bottom out, while oversized ones may not deflect enough to work properly.
Step 3 – Define The Isolation Level You Need
General comfort cooling for offices may work well with about eighty‑five to ninety percent isolation, following established vibration isolation use guidelines for commercial applications. Hospitals, data centers, and research facilities may need ninety‑five percent or more. Higher targets push designs toward spring isolators and more deflection, especially at low frequencies.
Step 4 – Consider The Environment
Philippine heat, humidity, UV exposure, and occasional flooding all affect material choice. Check for outdoor or rooftop placement, exposure to oils or chemicals, and temperature swings in mechanical rooms. Rubber compounds must stand up to these conditions without hardening or creeping.
Step 5 – Review Space And Support Limits
Available height, base footprint, and foundation capacity shape the final choice. Some spring isolation systems need more clearance, while low‑profile neoprene pads work in tight spaces. Also plan access so maintenance teams can inspect or change isolators without major disassembly.
Step 6 – Match Hardness And Dynamic Stiffness
For elastomeric mounts, Shore hardness affects how much they deflect under load and where the natural frequency sits. Dynamic stiffness tells us how the mount behaves under actual vibration, not just static weight. At RK Rubber Enterprise Co., we use this data to select or customize rubber cushion so the system avoids resonance and meets target isolation.
When customers share accurate load and layout data, we can provide clear recommendations and test information that support both performance and compliance documentation.
Measurable Benefits: How Proper Vibration Isolation Improves HVAC Performance
When vibration isolators are selected and installed correctly, the gains show up in both technical reports and financial statements. Many plants and buildings move from constant repairs to stable, predictable HVAC operation once proper isolation is in place.
Key measurable benefits include:
With lower mechanical stress on bearings, shafts, and compressor internals, HVAC units can run thirty to fifty percent longer before major overhaul or replacement. Over a ten‑ to fifteen‑year planning window, this can keep expensive chillers and large fans in service well past the point where poorly isolated units would already be replaced.
Better isolation means fewer bearing changes, fewer refrigerant leaks due to cracked lines, and less time spent on repeated alignment work. Many facilities report maintenance savings in the range of twenty to forty percent for well‑isolated systems, along with fewer emergency callouts and less unplanned downtime during peak cooling months.
Machines that stay in alignment and operate on healthy bearings use less power. With proper vibration control, it is common to see five to fifteen percent better energy use compared with similar equipment installed on hard mounts. With local electricity costs, even the lower end of that range gives a strong payback.
On top of this, stable isolation supports:
RK Rubber Enterprise Co. supports these gains with high‑quality rubber compounds and tested spring designs that hold their properties over many years in Philippine conditions.
Conclusion
Good HVAC design is about more than picking the right capacity and controls. Without proper vibration isolation, even the best chiller or air handling unit can become a source of wasted energy, early failure, and ongoing complaints. Well‑chosen vibration isolators keep movement inside the machine, protect the building, and help systems run closer to their rated performance for a longer time.
By investing in quality isolation, we protect both the equipment and the structure that supports it. That means fewer major repairs, less noise in offices or hotel rooms, and a longer interval before expensive replacements appear in the budget. When we factor in lower energy use and reduced maintenance, the initial cost of good isolators often pays back many times over the life of the HVAC plant.
For facilities in the Philippines, the PEC and NFPA 110 already recognize how important proper vibration control is, especially around emergency power systems. Bringing the same care to all major HVAC equipment keeps projects safer, quieter, and easier to justify during audits and inspections. Facility managers, engineers, and contractors should review existing installations, check for proper vibration control, and specify isolation from the start on new projects.
At RK Rubber Enterprise Co., we support this work with a wide product range, from anti‑vibration rubber pads and neoprene strips to engineered metal‑bonded mounts and spring isolators. Our team helps match each product to real loads and conditions, giving customers both reliable performance and peace of mind.
FAQs
Question 1: What Is The Difference Between Elastomeric And Spring Vibration Isolators For HVAC Systems?
Elastomeric vibration isolators use rubber compounds to absorb higher‑frequency vibration, usually above fifteen to twenty hertz. They suit smaller and medium HVAC units, such as compressors, fan coil units, and packaged rooftop systems, where loads and deflections stay moderate. Spring isolators use steel coils to handle lower‑frequency vibration and heavier equipment, such as chillers and cooling towers. They provide greater deflection and better isolation for slow‑speed machines. The choice depends on operating speed, weight, and how much isolation the project needs, and RK Rubber Enterprise Co. offers both types with options for customization.
Question 2: Are Vibration Isolators Required By Law In The Philippines For HVAC Installations?
For emergency power supply systems, yes. PEC Chapter 7 points to NFPA 110, whose Rule 7.5 calls for vibration isolators between the rotating equipment and skid, or between the skid and the foundation. General HVAC equipment outside emergency systems may not always be named directly in the same way. However, manufacturers and industry groups such as EGSA and NEIS strongly discourage direct bolting without isolation. Following their guidance protects structural and equipment warranties and reduces the risk of damage or liability.
Question 3: How Do I Know What Size And Type Of Vibration Isolator I Need For My HVAC Equipment?
Sizing starts with accurate equipment data. You need the full operating weight including refrigerant, oil, and accessories; the rotating speed of fans or compressors; and the mounting layout. From there, check how weight is shared across the support points and what isolation level is needed for the space below or around the unit. Undersized isolators will compress too much and lose their function, while oversized units may not deflect enough and can cause instability. The best path is to consult manufacturer data and then work with a partner like RK Rubber Enterprise Co., where our technical team uses real load point measurements and site conditions to recommend the correct type and rating.
Question 4: Can Vibration Isolators Really Extend HVAC Equipment Lifespan And Reduce Energy Costs?
Yes, and the gains are measurable. By cutting vibration levels, you reduce wear on bearings, motors, and compressor parts, which can extend service life by thirty to fifty percent compared with rigid mounting. That same reduction in friction and misalignment often improves energy performance by about five to fifteen percent, because motors do not fight extra resistance. Maintenance needs usually drop by twenty to forty percent as leaks, bearing failures, and misalignment problems become less common. In many projects, the cost of proper vibration isolators pays back within two to three years through combined savings, especially when using RK Rubber’s durable compounds and tested designs.
Question 5: How Often Should Vibration Isolators Be Inspected Or Replaced?
We suggest at least one visual inspection each year. During this check, look for cracks, hardening, or excessive compression in rubber parts and make sure the equipment remains level on its supports. Quality elastomeric mounts often last ten to fifteen years, while well‑protected spring isolators can serve for fifteen to twenty years or more. Signs that replacement is needed include visible cracking, permanent flattening beyond design limits, and noticeable increases in transmitted vibration or noise. RK Rubber Enterprise Co. designs its products with strong resistance to weather, corrosion, and mechanical shock, which supports long service life under Philippine conditions.
Viton gaskets vs EPDM: high-performance sealing guide
in Rubber ProductA single gasket can shut down an entire plant. We have seen it happen in fuel depots, boiler rooms, and chemical lines across the Philippines. One small ring of rubber hardens, swells, or cracks, and the result is leaks, unplanned stoppage, safety risk, and a lot of stress for everyone from maintenance to management.
This is why the choice between EPDM and Viton gaskets matters far more than it seems on paper. Both belong to the same broad family of elastomers, yet they behave very differently once fuels, acids, steam, or high heat enter the picture. EPDM often looks cheaper and “good enough” until it meets petroleum products or higher temperatures and fails sooner than planned.
For many plants, contractors, and OEMs, the key question is simple: When is EPDM fine, and when do conditions justify an upgrade to Viton for high‑performance sealing? In this guide, we compare the two materials where it matters most: chemical resistance, temperature limits, cost over time, and field suitability.
At RK Rubber Enterprise Co., we work with Philippine industrial users every day on this decision. The aim is to match gasket material to real service conditions with confidence, know when Viton is a smart investment, and know when EPDM still delivers strong value.
Key Takeaways
Viton gaskets excel where fuel, oil, aggressive solvents, or concentrated chemicals are present, especially near 200°C, making them ideal for oil and gas, chemical processing, mining, and fuel systems.
EPDM gaskets are strong performers in water‑based and outdoor applications with weather, ozone, and UV exposure, and typically handle up to about 150°C at a lower cost.
Upgrading from EPDM to Viton makes sense when systems handle fuels, petroleum oils, strong acids, harsh solvents, or any mix of those at raised temperature, particularly in safety‑critical or hard‑to‑reach lines.
Good material choice balances chemical compatibility, temperature, pressure, plant standards, and long‑term cost. RK Rubber Enterprise Co. helps clients weigh these factors using real operating data, not guesswork.
What Are Viton Gaskets and Why They Matter for High-Performance Sealing
When we talk about Viton gaskets, we mean gaskets made from Viton, a fluoroelastomer (FKM) synthetic rubber. Its high fluorine content gives it strong resistance to fuels, oils, and many aggressive chemicals, even at raised temperature.
In practice, Viton provides a tight, long‑lasting seal in places where standard rubber would soften, swell, or crack, with performance verification of elastomer materials confirming its superior stability under stress. Gaskets sit clamped between flanges or covers for years while hot fuels, solvents, or mixed process fluids pass by. Viton resists this combination of thermal and chemical stress much better than general‑purpose elastomers.
Because of this, Viton is treated as a premium material. It appears in:
Refineries, depots, and petrochemical plants (valves, pump seals, manways)
Automotive and aerospace fuel systems and transmission seals
Hydraulic systems with aggressive fluids and higher temperatures
RK Rubber Enterprise Co. supports these needs with Viton O‑rings and Viton gaskets rated for roughly -20°C to about 200°C, plus PTFE‑encapsulated variants for tougher chemical service. What our clients value most is seal integrity over time: Viton resists compression set and maintains elasticity against fuels, acids, bases, hydraulic fluids, and many solvents where EPDM or Nitrile would struggle.
Understanding EPDM Gaskets: The Versatile Workhorse of Industrial Sealing
EPDM, short for Ethylene Propylene Diene Monomer, is one of the most widely used synthetic rubbers in sealing work. EPDM gaskets resist weathering, ozone, and sunlight very well, staying flexible over a broad temperature range and offering a practical, cost‑friendly option for many projects.
Thanks to its saturated backbone, EPDM stays elastic instead of cracking when left outdoors for years. Typical gasket‑grade EPDM handles roughly -50°C up to about 150°C, which covers most water, HVAC, and non‑fuel duties in buildings and plants.
Chemically, EPDM works very well with:
Water, hot water, and many steam applications
Glycol‑based fluids and many alcohols
Mild acids and alkalis
However, it reacts badly with petroleum oils, fuels, and many hydrocarbon solvents, tending to swell and lose sealing force. That is why EPDM should not be used in fuel systems or oil lines.
Common uses include automotive door and window seals, HVAC and water line gaskets, and marine hatch seals. RK Rubber Enterprise Co. supplies EPDM gaskets and rubber tubing to many sectors across the Philippines, often as the best mix of price, durability, and service life where petroleum products are not present.
Critical Performance Differences: Viton Vs. EPDM Chemical Resistance
When engineers ask whether they should move from EPDM to Viton gaskets, chemical resistance is usually the first topic. Each material handles certain media well and fails badly with others, so matching the material to the actual fluid list is essential.
Viton offers broad chemical resistance, especially for hydrocarbons and strong process fluids. It handles petrol, diesel, jet fuel, mineral oils, synthetic lubricants, many hydraulic oils, and a wide range of hydrocarbon solvents. It also resists many acids and bases that quickly damage general‑purpose rubbers.
EPDM sits nearly on the other side of the chart. It performs very well with water, hot water, steam, glycols, many alcohols, and dilute acids and alkalis, which explains its popularity in municipal water and many cleaning lines. It fails, however, in true petroleum oils, fuels, and strong hydrocarbon solvents.
Use the table below as a quick guide:
Fluid Family
Viton Gaskets
EPDM Gaskets
Fuels and petroleum oils
Very suitable
Not suitable
Water, hot water, and steam
Suitable
Very suitable
Many acids and bases
Often suitable
Often suitable at low level
Alcohols and many glycols
Often suitable
Very suitable
Many hydrocarbon solvents
Often suitable
Not suitable
There are always exceptions, so we ask for exact product names or safety data sheets, then check compatibility before recommending Viton gaskets or any other material. In general, fuel system gaskets, oil line seals, and many petrochemical joints favor Viton, while hot‑water systems and many HVAC lines are strong candidates for EPDM.
Temperature Performance: When Viton’s Heat Resistance Becomes Essential
Temperature is the second major factor in the Viton versus EPDM choice. EPDM gaskets usually work well from about -50°C to roughly 150°C in continuous service. Viton typically covers about -20°C up to around 200°C, with short peaks above that. The extra margin at the high end often decides whether an upgrade is needed.
Heat does more than harden rubber; it also increases compression set—a gasket’s tendency to stay flattened and lose sealing force. Viton maintains a low compression set even near its upper temperature limit, while EPDM loses spring more quickly in that region.
This matters in:
Engine bays and fuel systems with hot exhaust parts nearby
Chemical plants and refineries with hot acids or solvent streams
Sterilization or cleaning systems using high heat and aggressive media
Because higher temperature also accelerates chemical attack, a medium that seems mild at room temperature can become much more damaging at 150–200°C. That is where Viton gaskets provide clear value, extending service life and cutting unplanned gasket changeouts.
Cost Vs. Performance: Making the Business Case for Upgrading to Viton
Viton compounds cost more to produce, so Viton gaskets often run three to five times the unit price of similar EPDM parts. Looking only at the purchase price can make Viton seem hard to justify.
We encourage clients to think in terms of total cost of ownership instead:
How long does each gasket last in real service?
How difficult is it to access and replace?
What is the cost of downtime and lost production?
What are the safety or environmental risks if it leaks?
For water lines, HVAC flanges, and outdoor weather seals, EPDM usually offers better value: it is affordable, easy to source, and reliable in moderate conditions.
Consider a line where an EPDM gasket lasts six months before swelling and leaking, but a Viton gasket in the same spot runs three years. Once labor, shutdown, and potential clean‑up are added, the higher‑priced Viton part often works out cheaper over the life of the asset and reduces emergency work.
Application Guide: When to Choose EPDM Vs. When to Upgrade to Viton
Many engineers and buyers want simple rules of thumb. Charts are helpful, but a quick mental checklist is often just as valuable.
Choose EPDM gaskets when:
The system is mainly water‑based (municipal water, hot water loops, many steam or HVAC lines).
The primary challenges are weather, ozone, and UV (window seals, door gaskets, façade and roof joints, marine hatch seals).
Temperatures stay at or below about 150°C and no fuels or oils are present.
Upgrade to Viton gaskets when:
The media includes fuels, petroleum oils, or gas streams with aggressive components.
Strong acids, harsh solvents, or explosive gases are part of the process.
Continuous temperature is above about 150°C, especially with chemicals in the mix.
The joint is safety‑critical, hard to reach, or tied to very expensive production equipment.
RK Rubber Enterprise Co. supports these decisions with EPDM and Viton in standard and custom profiles (including W‑type, J‑type, and special shapes), so clients do not have to compromise gasket geometry to gain better material performance.
Material Selection Best Practices: How RK Rubber Enterprise Co. Ensures Optimal Seal Performance
For us, choosing between EPDM and Viton gaskets is never just a quick yes or no. Real systems involve multiple fluids, cleaning cycles, pressure changes, movement, and local regulations.
Our process typically includes:
Application assessment
We clarify operating and peak temperatures, pressure range, joint type (static or moving), and thermal or pressure cycling. We also list every fluid that may contact the gasket, including cleaning agents.
Material matching
Using compatibility data and field experience, we compare the duty against EPDM, Viton, and other elastomers. For food, beverage, and pharmaceutical work, we also consider hygiene and documentation requirements, along with local availability.
Validation and testing
For severe applications, we can arrange tests that simulate years of service using heat, pressure, and chemical exposure, and then check hardness change, volume resistivity of Viton and other properties, and compression set.
Installation and maintenance support
We assist with correct gasket sizing, bolt loading, and compression guidelines, then help define realistic inspection and replacement intervals to avoid surprise leaks.
By following this structured approach, RK Rubber Enterprise Co. offers more than rubber parts. We provide material selection support and practical advice that link design intent with field reality, so seals perform as expected on both technical and business terms.
Conclusion
Gasket material choice has a direct impact on safety, uptime, and long‑term cost. A seal that does not match its environment will swell, crack, or harden early, and the result is leaks, clean‑up work, and lost production.
EPDM remains an excellent choice for many Philippine applications: water‑based systems, outdoor joints exposed to sun and rain, HVAC ducting, chilled‑water loops, and many marine duties. In these roles, EPDM gaskets offer long life at a friendly price.
Once fuels, oils, aggressive chemicals, or sustained high temperature enter the picture, it is time to consider Viton gaskets. Their resistance to hydrocarbon media and many strong chemicals, combined with stable behavior near 200°C, makes them a safer and more predictable option, especially in safety‑critical or hard‑to‑reach locations.
We encourage plant managers, engineers, and contractors to think beyond unit price and look at total cost and risk. RK Rubber Enterprise Co. is ready to help—from material selection and custom design through installation guidance—so that small sealing parts support safe, steady operation for many years.
FAQs
Question 1: What Is the Main Difference Between Viton and EPDM Gaskets?
Viton gaskets are fluoroelastomer parts designed for fuels, oils, many aggressive chemicals, and temperatures up to about 200°C. EPDM gaskets work best with water, steam, many alcohols, and outdoor exposure, usually up to around 150°C, but they are not suitable for petroleum products.
Question 2: Can I Use EPDM Gaskets in Fuel Systems or With Petroleum Products?
No. EPDM swells and loses strength in contact with petrol, diesel, many oils, and strong hydrocarbon solvents, which can lead to leaks and fire risk. For fuel or oil service, we recommend Viton gaskets or other elastomers rated for hydrocarbons, selected with RK Rubber Enterprise Co.’s guidance.
Question 3: How Long Do Viton Gaskets Typically Last Compared to EPDM Gaskets?
Service life depends on temperature, pressure, media, and movement. In suitable duties, Viton gaskets often run for several years thanks to strong resistance to heat and chemicals. EPDM can also last years in water and outdoor roles, but fails quickly if misapplied in oils or fuels.
Question 4: Is Viton Suitable for Food-Grade or Pharmaceutical Applications?
Certain Viton grades can meet food‑contact and pharmaceutical requirements, but not all compounds are suitable. For these sectors, RK Rubber Enterprise Co. matches Viton gaskets or approved EPDM grades to the process fluids, cleaning methods, and relevant standards.
Question 5: How Do I Know If My Application Requires an Upgrade From EPDM to Viton?
Warning signs include: contact with fuels, petroleum oils, strong acids, harsh solvents, or mixed chemical streams; continuous temperature above about 150°C; repeated EPDM failures or swelling; and duties that are safety‑critical or hard to access. In these cases, our engineers can review your data and advise whether Viton gaskets are the better choice.
Rubber to Metal Bonding for Durable Industrial Mounts
in Rubber ProductEvery quiet CNC machine and every stable chiller on a rooftop is standing on something most people never notice. Between the steel base and the concrete, soft rubber mounts absorb vibration and shock. When those mounts rely on strong rubber to metal bonding, equipment runs smoother, lasts longer, and stays safer for everyone around it.
Getting that bond right is much harder than it looks. The rubber has to cling to the metal while the mount flexes thousands of times, sometimes in high heat, near oil or chemicals, or under heavy impact. One wrong adhesive choice, or a shortcut in surface preparation, can lead to peeling, cracked rubber, or sudden failure that shuts down production.
There is no single best way to join rubber and metal. Different elastomers, such as natural rubber, neoprene, silicone, or butyl, behave differently on steel, aluminum, or cast iron. Load, temperature range, vibration level, and chemicals on site all change how we design the mount and which bonding system we choose.
At RK Rubber Enterprise Co., we focus on metal-bonded elastomer mounts and other vibration control products for Philippine industries, serving sectors within the growing Rubber-To-Metal Bonded Articles Market that spans automotive, industrial machinery, and infrastructure applications. We combine material science, adhesive know-how, and process control to design mounts that keep machinery stable in factories, automotive plants, commercial buildings, and infrastructure projects. Our work follows strict ISO 9001 quality systems and uses test methods based on ASTM and DIN standards, so each mount performs the way it was specified.
In this guide, we share how we think about rubber to metal bonding for custom industrial mounts. We will walk through bonding basics, how we choose the right adhesive, the way surface preparation affects actual performance in the field, and the checks that keep bonds reliable. By the end, it becomes much easier to speak with our engineering team, ask the right questions, and specify mounts that match real operating conditions.
Key Takeaways
Understanding Rubber-To-Metal Bonding Fundamentals
Rubber to metal bonding is part chemistry and part surface engineering. On a clean, prepared metal surface, adhesive molecules anchor themselves while the rubber compound cures around them. At the same time, micro-roughness on the metal lets the cured elastomer key into small valleys, so the bond acts like tiny mechanical rubber products hooks plus chemical glue.
When we mold rubber onto metal inserts, we also rely on chemical cross-links that form between the rubber, the primer, and the metal treatment. Heat and pressure in the mold drive these reactions. If temperature, cure time, or primer thickness fall outside their window, the bond looks fine at first but starts to separate under real loading.
Different elastomers behave very differently on various metals, and understanding environmental exposure and accelerated testing of these bonded assemblies helps predict long-term performance:
For industrial mounts we look beyond simple pull-off strength. We pay attention to:
Bond failure usually follows a few patterns:
To avoid these issues, we at RK Rubber Enterprise Co. match elastomer type, Shore hardness, and dynamic modulus to each job so the rubber to metal bonding shares load correctly instead of being overstressed.
Selecting The Right Adhesive For Your Application
No single adhesive works best for every rubber to metal bonding job. We weigh materials, loads, temperature, fluids, and production speed before we choose a system.
Polychloroprene (Neoprene) Adhesives
Polychloroprene, or neoprene, is our main choice for demanding rubber to metal bonding, following established Rubber-to-Metal Bonding Performance guidelines that document the chemistry’s superior adhesion characteristics. High grade products deliver strong shear and peel strength from about minus thirty four to roughly one hundred forty nine degrees Celsius. That range matches many plant conditions without sudden loss of grip.
Neoprene adhesives stand up well to oil, fuel, cutting fluids, water, and sunlight, so they fit harsh industrial areas. They dry quickly yet offer a bonding window of several minutes, which lets us position inserts without rushing. Medium viscosity makes them easy to apply by brush or spray on most metal surfaces.
In our neoprene mounts for gearboxes, compressors, and CNC machines, this chemistry keeps rubber anchored to metal even under vibration. That way the mount wears in a controlled manner instead of peeling suddenly at the bond line.
Silicone Rubber Adhesives
Silicone rubber adhesives fill a more specialized role. Their main strength is very high temperature resistance while staying flexible, which makes them helpful near ovens, exhaust lines, or hot engine parts. After curing, the bond stays soft, so it can absorb movement from thermal expansion between rubber and metal without cracking. One part and two part systems are available, and formulas can be adjusted for faster cure or higher heat resistance. Shear strength is lower than neoprene, but performance under compression and heat is excellent.
Other Adhesive Options And Their Limitations
Natural rubber based adhesives can bond to metals like iron or steel in light work, and they suit materials such as wood or fabric. Their flexibility is good at room temperature, yet they soften and degrade under heat, oils, solvents, or sunlight, so we avoid them for industrial mounts.
Cyanoacrylate, or super glue, cures in seconds and gives very high initial strength on small, clean rubber and metal parts. The bond line is thin and stiff, so repeated vibration, impact, or large temperature swings can cause cracks and sudden failure.
Butyl rubber rubber adhesives shine in sealing and tire repair because they resist gas and moisture and stay tacky. For structural mounts their focus on sealing instead of carrying loads makes them weaker than neoprene systems.
To summarize common choices:
Essential Surface Preparation And Bonding Techniques
When we design strong rubber to metal bonding, we start with surface cleaning. Metal inserts arrive with oil, rust, mill scale, or dust that will block adhesion if left in place. We remove these films by solvent degreasing, abrasion, or a mix of both, then keep the cleaned parts away from bare hands so new grease does not sneak back in.
A slightly rough metal surface gives the adhesive more area to grip. Grit blasting creates controlled roughness and also exposes fresh metal under surface oxides. Depending on the steel or aluminum grade, we may add conversion coatings, phosphate layers, or specialized primers that react chemically with both metal and rubber during molding.
Adhesive works best in a thin, even layer rather than a thick puddle. We control viscosity, mixing, and application method so the film wets the entire bonding area without runs or dry spots. Temperature and humidity in the bonding area stay within the adhesive supplier’s recommended window, because cold metal or very humid air can slow cure and trap bubbles.
After we bring the treated metal and uncured rubber together, we hold everything firmly while the adhesive cures. Proper clamping or molding pressure keeps the bond line at the right thickness and stops parts from slipping under their own weight. We also separate initial handling strength from full cure strength, since some joints need several hours before they can take full design load.
Throughout this stage, our quality team checks that bond-line thickness and surface finish stay within limits for each mount design. We inspect for voids, bubbles, and incomplete coverage at the rubber edge, where problems show up first. For hybrid designs that combine bonding and bolts, we verify joint torque so the mechanical fasteners share load correctly. We then run sample parts through temperature and hysteresis tests, following ISO 9001 procedures and ASTM or DIN methods, to confirm that actual performance matches the design model.
Conclusion
Strong rubber to metal bonding does not happen by accident. It depends on the right combination of rubber compound, metal preparation, adhesive chemistry, and controlled processing, all matched to the way the mount will actually work in service. When any of those parts is chosen on guesswork, bonds may peel, crack, or age far faster than the equipment around them.
For industrial mounts, polychloroprene neoprene adhesives give a strong mix of strength, temperature range, and resistance to oils and chemicals. Combined with the right elastomer hardness and geometry, they help mounts carry static load, manage vibration, and survive fatigue without sudden failure.
At RK Rubber Enterprise Co., we focus our design and manufacturing on bonded elastomer mounts for Philippine industries. We adjust materials, hardness, and mount shape for specific machines, loads, temperatures, and standards such as ISO 9001, ASTM, and DIN. Our testing on damping, hysteresis, and bond strength aims to extend equipment life and cut unplanned stops. When a project needs new or upgraded industrial mounts, our engineering team can review your requirements and provide recommendations and quotes.
FAQs
Question 1: What Is The Strongest Adhesive For Bonding Rubber To Metal In High-Stress Applications?
For high stress rubber to metal bonding, we normally choose high grade polychloroprene neoprene adhesives. They give high shear and peel strength, with test data reaching hundreds of psi in shear depending on temperature. These systems also handle oils, fuels, coolants, and heat well, so the bond keeps holding even when mounts work near engines or gearboxes.
Question 2: How Does Surface Preparation Affect The Longevity Of Rubber-To-Metal Bonds?
Surface preparation largely decides how long a bond will last. Removing oil, rust, and dust lets adhesive touch real metal instead of a weak film. Controlled roughness from blasting adds mechanical grip, while primers and conversion coatings build chemical bridges. At RK Rubber Enterprise Co. we inspect surfaces and bond lines carefully before and after molding.
Question 3: Can Rubber-To-Metal Mounts Withstand Extreme Temperature Fluctuations?
Yes, when we choose materials correctly, rubber to metal mounts can handle wide temperature swings. Neoprene based bonding systems work from about minus thirty four up to around one hundred forty nine degrees Celsius. We also match elastomer type and thermal expansion with the metal, then test hysteresis across the range to keep preload changes under control.
Question 4: What Makes RK Rubber Enterprise Co.’s Industrial Mounts Different From Standard Products?
Our mounts stand out through custom engineering, careful material choice, and strict quality control. We tune elastomer hardness and dynamic stiffness for each machine and environment, instead of relying on off the shelf parts. Every batch goes through dimensional checks, hardness tests, and visual inspection based on ISO 9001, ASTM, and DIN methods.
UV Resistant Rubber for Philippine Outdoor Use
in Rubber ProductIntroduction
A cracked rooftop chiller seal or brittle pump gasket might look harmless at first. A few months later, that same defect can turn into a leak, a shutdown, or even a safety issue. Very often, the real cause is ozone cracking and a poor choice of UV resistant rubber for Philippine conditions.
Ozone in the air attacks certain rubber types, starting as fine surface lines and growing into deep, straight fissures along stretched areas. At the same time, strong sunlight triggers UV damage that hardens, chalks, and embrittles rubber that once was flexible and safe.
The Philippine climate speeds this up: intense sun, high UV index, hot surfaces, humidity, and ozone from traffic and industry all act together. For plant managers, contractors, and facility teams, that means more downtime and faster replacement if the wrong material is used.
This guide explains how ozone and UV damage rubber, which materials stand up best in the Philippines, how to choose the right UV resistant rubber, and how RK Rubber Enterprise Co. supports projects with Philippine-optimized compounds and technical guidance.
Key Takeaways
Understanding Ozone Cracking And UV Degradation In Rubber
To choose the right UV resistant rubber, it helps to know what actually attacks elastomers outdoors. Two main factors work together: ozone and ultraviolet (UV) light.
Many common rubbers (especially Natural Rubber and Nitrile) have double bonds in their polymer backbone. Ozone targets these bonds, starting microcracks on stressed surfaces. These lines grow deeper and longer until full splits appear — this is ozone cracking.
UV damage follows a different path but has a similar effect. UV light breaks chemical bonds inside the rubber. Stabilizers slow this down, but once enough bonds break, the material loses elasticity, hardens, turns chalky, and begins to crack. Research on the impact of UV rays on high-performance rubber components confirms how prolonged exposure accelerates these degradation processes. Heat and daily expansion–contraction cycles push this damage even faster.
The Philippine Climate Factor A Perfect Storm For Rubber Degradation
What might take years in mild climates can happen in a fraction of the time in the Philippines, as a study on performance and aging under prolonged UV exposure demonstrates:
When we specify UV resistant rubber for Philippine projects, we always consider this full package of stresses, not just a single UV test result.
Top UV-Resistant Rubber Materials For Philippine Applications
Not all elastomers behave the same under sun and ozone. Some have saturated backbones or special chemical groups that resist attack. For Philippine outdoor use, four stand out again and again:
Each offers a different blend of temperature range, chemical resistance, mechanical properties, and cost. Often, the best design uses more than one of these in different parts of the same system.
EPDM Ethylene Propylene Diene Monomer The Versatile Workhorse
EPDM is our go-to recommendation for general-purpose UV resistant rubber outdoors in the Philippines.
In practice, EPDM stays springy for years, keeping sealing pressure on windows, doors, roofs, and outdoor machinery. At RK Rubber Enterprise Co., we supply EPDM sheets, extruded profiles, and custom parts formulated specifically for Philippine weather so clients get long outdoor life without Silicone-level pricing.
Silicone Rubber Extreme Temperature Champion
When temperature and weather exposure are both demanding, Silicone is hard to beat.
Silicone does not bond easily with common adhesives, so surface preparation and the right Silicone-based adhesive or primer are important. RK Rubber Enterprise Co. manufactures Silicone gaskets and sheets for high-temperature and outdoor exposure in food processing, industrial ovens, and architectural projects.
Viton FKM The Ultimate Performance Answer
Viton (FKM) is a fluoroelastomer developed for very harsh environments.
The trade-off is cost: Viton parts are several times more expensive than EPDM. For many outdoor applications, EPDM or Silicone already provide enough performance. We reserve Viton for outdoor areas with both high chemical load and strong sun, where lower-grade rubbers would fail quickly.
Butyl Rubber IIR The Impermeable Barrier
Butyl Rubber (IIR) is special because of its extremely low gas and moisture permeability.
When gas tightness and vapor control rank higher than everything else, Butyl is often the best choice. When general outdoor weathering and flexibility are the main needs, EPDM usually comes first.
Quick Comparison Of Key Materials
Good Alternative Materials Balancing Multiple Requirements
Real projects often need more than UV and ozone resistance. Oil splash, fuels, processing methods, or visual requirements can shift the choice toward other materials.
Neoprene offers a middle ground between weathering resistance and oil resistance. PVC and TPE give good outdoor life for many light industrial and consumer products at attractive costs, often with wide color choices.
Neoprene CR The Balanced Performer
Neoprene (CR) is a synthetic rubber that balances moderate UV resistance with moderate oil resistance.
Common uses include gaskets and hoses that see both sunlight and occasional oil contact, such as engine compartment seals, outdoor hoses with oil mist, or protective boots on exposed joints. RK Rubber Enterprise Co. produces Neoprene strips, sheets, and profiles for these mixed exposure cases.
Thermoplastic Alternatives PVC And TPE
Thermoplastics like PVC and TPE process like plastics but behave like softer rubbers.
We suggest PVC or TPE when low weight, complex shapes, or bright colors matter, and when temperatures and chemicals stay within moderate ranges.
Materials To Avoid For Outdoor Philippine Applications
Some of the most common rubbers in industry age very quickly outdoors in the Philippines. Nitrile (NBR), Natural Rubber, and SBR have unsaturated backbones that ozone attacks easily, as aging studies of polymer blends have documented. They may work very well indoors or under cover, yet fail fast in open sun.
Knowing where these rubbers belong — and where they do not — is an important part of any UV resistant rubber plan.
Nitrile NBR Oil-Resistant But UV-Vulnerable
Nitrile (NBR) is excellent against oils, fuels, and greases, which is why it is common in engines, hydraulics, and fuel systems.
Outdoors in the Philippines, however, NBR hardens and cracks quickly under sun and ozone, often within months. It remains a strong choice indoors or in shaded housings, but for exposed equipment that also sees oil, we usually move to Neoprene, Viton, or a design that keeps NBR inside a protected housing while EPDM or Silicone handle the outer weather seal.
Natural Rubber And SBR Indoor Performers Only
Natural Rubber and SBR (Styrene Butadiene Rubber) offer high tensile strength and very good abrasion resistance, which is why they are common in tires, conveyor belts, and impact pads.
Under Philippine sun, both lose flexibility, become sticky, then hard and brittle. Cracks deepen and pieces can flake off. They perform well for indoor impact pads, vibration mounts, and conveyor systems, but they are poor choices for exposed roof seals, outdoor joints, or long-term sun exposure unless heavily shielded and expected life is short.
Critical Selection Criteria Beyond UV Resistance
UV and ozone resistance matter, but they are only part of the selection picture. A gasket that handles sunlight but fails from heat, chemicals, or repeated movement still causes trouble.
When we specify UV resistant rubber for Philippine sites, we review temperature range, chemical exposure, mechanical demands, installation method, and expected service life.
Temperature Requirements And Thermal Cycling
Dark rubber in direct sun can be much hotter than the surrounding air, especially near metal roofs, boilers, ovens, or engines. Daily swings between cool nights and hot days cause expansion and contraction, adding fatigue.
Cold performance matters less locally, but it is important for exported equipment or parts stored in chilled warehouses.
Chemical And Fluid Exposure Assessment
Chemicals and fluids can destroy rubber faster than UV. We always ask:
Common patterns:
At RK Rubber Enterprise Co., we map real chemical exposure against material compatibility before any order is finalized.
Mechanical Properties And Physical Demands
Mechanical demands can be as important as weathering:
We match hardness, thickness, and mechanical properties with environmental resistance so the part survives both physical loads and weather.
RK Rubber Enterprise Co. UV-Resistant Offerings For Philippine Weather
As a Philippine manufacturer, RK Rubber Enterprise Co. sees firsthand how quickly the wrong rubber fails outdoors. Our product lines focus on compounds that stand up to local UV, ozone, heat, and humidity, backed by field feedback and quality control.
We provide EPDM sheets and profiles, Silicone gaskets and sheets, rubber linings, door seals, and custom items for many industries, along with technical support on design and maintenance.
Our EPDM Product Range Engineered For Philippine Outdoor Applications
Our EPDM products include:
These EPDM compounds are formulated with stabilizers suitable for Philippine UV and humidity. They perform well on commercial roofs, vehicle weather stripping, cable covers, and other outdoor seals in contact with water, steam, and many diluted chemicals.
Silicone Rubber Gaskets And Sheets Premium Performance For Extreme Conditions
For high temperature and demanding sealing, we supply Silicone gaskets and sheets that:
Typical applications include baking ovens, dryers, sterilizers, food processing lines, architectural glazing, and lighting fixtures that face both heat and strong sun. We also advise clients on adhesives, primers, and installation practices for Silicone.
Custom Rubber Products And Expert Support
Many Philippine projects need custom profiles, shapes, or linings. RK Rubber Enterprise Co. designs:
We support clients with material selection, seal geometry, bonding methods, and inspection plans. Because production is local, we can respond quickly to design changes and urgent site needs.
Best Practices For Maximizing Service Life
Even the best UV resistant rubber lasts longer when stored, installed, and maintained correctly. Poor handling can cut service life in half, no matter how good the compound is.
Proper Storage And Handling Before Installation
Good storage slows natural aging:
During handling, avoid dragging over sharp edges, over-stretching, or contaminating with oils that are not part of the intended service.
Installation Techniques For Optimal Performance
Correct installation prevents early failure:
RK Rubber Enterprise Co. often helps clients prepare simple installation guides so crews follow consistent, sound practices.
Inspection And Maintenance Protocols
Regular inspection catches problems early:
When repeated inspections show growing cracks or hardening, plan replacement during scheduled shutdowns rather than waiting for a leak or break.
Industry-Specific Applications In The Philippines
Each sector faces its own combination of sun, heat, chemicals, and mechanical stress. The right UV resistant rubber for a vehicle is not always the same as for a roof or a chemical plant.
Automotive Manufacturing And Transportation
In automotive work:
RK Rubber Enterprise Co. supplies custom profiles and parts for OEM and aftermarket clients who must meet performance standards under Philippine driving and parking conditions.
Construction And Infrastructure Projects
In buildings and infrastructure:
We support contractors and designers with EPDM sheets, profiles, and guidance on where EPDM, Silicone, or other elastomers best fit the building envelope.
Industrial And Manufacturing Facilities
Industrial plants often combine chemicals, heat, vibration, and weather:
We work with plant teams to specify linings, high-temperature gaskets, profiles, and covers that cut leaks, protect workers, and reduce unplanned maintenance.
Cost-Benefit Analysis Investing In Quality UV-Resistant Rubber
Focusing only on price per meter or per gasket often hides larger costs that appear later. For outdoor Philippine use, the wrong rubber can trigger repeated replacements, emergency work, and damage to nearby equipment.
A better approach is to look at total cost of ownership: material, labor, downtime, and follow-up repairs.
True Cost Of Material Failure
When an outdoor rubber part fails:
A Nitrile seal that fails every year may look cheap at first, but over five years, repeated material, labor, and downtime often cost far more than a higher-grade EPDM part that lasts the full period.
ROI Of Premium Materials And Expert Partnerships
A simple life-cycle view helps:
When you compare options this way:
Clients who shift to higher-grade UV resistant rubber and sound design support often see strong returns through longer service life and fewer shutdowns.
Conclusion
Rubber selection for outdoor Philippine use is a strategic choice that affects safety, uptime, and long-term cost. Strong UV, high temperatures, humidity, and ozone push many standard rubbers beyond their limits.
EPDM and Silicone stand out as the most reliable UV resistant rubber options outdoors, while Viton, Butyl, Neoprene, PVC, and TPE cover specific needs such as harsh chemicals, gas barriers, moderate oil contact, or appearance.
Good design looks at more than UV ratings. It considers temperature, chemicals, mechanical loads, installation, and realistic service life — and it weighs total cost across years, not just purchase price.
RK Rubber Enterprise Co. aims to be a technical partner as well as a supplier, offering EPDM sheets and profiles, Silicone gaskets and sheets, linings, door seals, and custom products tailored to Philippine conditions, along with guidance on installation and maintenance.
If your current seals, gaskets, or linings are cracking, chalking, or needing frequent replacement, it may be time to review your material choices and consider better UV resistant rubber options.
FAQs
Outdoor rubber performance in the Philippines raises many practical questions. Below are some of the ones we hear most often at RK Rubber Enterprise Co.
Question 1 What Is The Most Cost-Effective UV-Resistant Rubber For General Outdoor Use In The Philippines
For most general outdoor applications, EPDM is the best value UV resistant rubber:
Neoprene only becomes more attractive when moderate oil resistance is also required. If operating temperatures stay below about 120 °C and there is no direct contact with petroleum oils, EPDM usually gives the best balance of service life and spending. RK Rubber Enterprise Co. keeps a wide EPDM range in stock specifically for Philippine weather.
Question 2 How Long Should UV-Resistant Rubber Last In Philippine Weather Conditions
Actual service life depends on material, design, and exposure, but typical ranges are:
Sun hours, ozone levels, operating temperature, mechanical movement, and storage/installation practices all influence these numbers. We provide realistic life estimates and inspection advice based on specific products and applications.
Question 3 Can I Use Nitrile Rubber Outdoors If I Protect It With A Cover Or Coating
Covers, paints, and coatings can slow UV damage on Nitrile, but they do not change its basic weakness to sun and ozone.
Short-term outdoor storage with temporary covers is usually fine. For long-term outdoor service, however, we generally recommend:
When clients bring this question to RK Rubber Enterprise Co., we review the actual exposure and suggest safer, more stable material combinations rather than relying only on covers or coatings.
Top Weatherproof Rubber Seal Materials for Homes
in Rubber ProductFor home weatherproofing, common elastomers are EPDM, neoprene (CR), and silicone. EPDM offers strong UV, ozone, and thermal cycling resistance with low expansion—cost-effective for temperate and cold climates. Neoprene balances abrasion and fuel/chemical resistance for garage and utility zones. Silicone excels in extreme temperatures and solar exposure but costs more and expands more. Choose by local climate, exposure, and lifecycle costs; continued guidance covers profile selection, mounting, and maintenance recommendations.
Key Takeaways
How to Choose a Rubber Seal: Quick Checklist for Doors, Windows, Garages
When selecting a rubber seal for doors, windows, or garage openings, local climate, expected service life, and budget constraints should drive material and profile choices. The checklist prioritizes UV, ozone, and temperature resistance; abrasion and compression set metrics; and compatibility with paint and substrates common in vintage restoration projects. Specify pet friendly materials where occupants have animals, focusing on non-toxic, chew-resistant compounds and low VOC formulations. Profile selection should balance sealing performance with ease of retrofit installation and minimal modification to existing trim. Consider supplier lead times, recyclable content, and lifecycle cost rather than upfront price alone. Prototype testing in situ verifies simulated data; contractors should document measured leakage reduction and expected maintenance intervals.
EPDM vs Neoprene vs Silicone: Performance and Best Uses for Homes
Although each elastomer offers distinct trade‑offs, EPDM, neoprene (CR), and silicone are the primary choices for residential weatherseals because they balance durability, climate tolerance, and cost. EPDM excels in UV, ozone, and heat resistance, making it cost‑effective for temperate to cold regions; its low thermal expansion and predictable compression set suit long runs and sash applications. Neoprene provides superior oil, fuel, and moderate chemical resistance with good mechanical strength; attention to adhesion properties is important where coatings or primers are used. Silicone offers unmatched temperature range and flexibility, ideal for innovative façades and extreme climates, though higher material cost and greater thermal expansion demand allowance in design. Selection should weigh local climate, service chemicals, lifecycle cost, and installation details.
Best Weatherproof Rubber Seals for Doors, Windows, and Garage Openings
For exterior doors, windows, and garage openings, the best weatherproof rubber seals are selected by matching elastomer properties, profile geometry, and mounting method to local climate, expected service life, and budget constraints. Choice emphasizes durability, ease of retrofit, and measurable performance in draft, water ingress, and vibration control. A concise weatherstrip comparison guides selection between bulb seals, compression strips, and vinyl-co-extruded options; foam inserts remain useful where low cost and rapid installation outweigh longevity. Consideration of mounting (adhesive, screw-on, channel) and replaceability reduces life-cycle cost. Innovative compound blends and hybrid profiles enable better sealing with reduced compression set. Local suppliers and installers can tailor cut lengths and pre-formed corners to minimize waste and installation labor.
How Each Material Handles Temperature, Sun, and Chemicals
Having selected profiles and mounting methods to suit gaps and maintenance needs, performance under environmental stressors becomes the next determining factor. Each elastomer exhibits distinct thermal expansion properties; EPDM remains stable across seasonal swings, minimizing compression set and joint drift in temperate urban districts. Silicone tolerates extreme heat and UV, offering long-term solar resilience but at higher material cost. Neoprene balances abrasion and moderate UV exposure with acceptable chemical resistance to common household cleaners, useful near garages and utility rooms. TPE blends deliver competitive pricing and recyclable potential, though some grades show greater thermal creep. For local contractors and innovators, specifying grades with documented thermal expansion coefficients and published chemical resistance charts reduces retrofit risk and lifecycle expense while supporting sustainable procurement decisions.
Installation Tips and Common DIY Mistakes (With Quick Fixes)
Proper surface preparation is essential for long-lasting seals: substrates should be cleaned of dirt, oil, and old adhesive, and rough or corroded areas lightly abraded before setting rubber profiles. Common installation mistakes—incorrect adhesive selection, insufficient compression, and uneven alignment—reduce seal performance and shorten service life. Simple, low-cost fixes include using the manufacturer-recommended primer, re-positioning before adhesive sets, and adding shims to make certain consistent compression.
Proper Surface Preparation
When preparing a substrate for rubber seal installation, attention to surface condition directly determines seal performance and service life. A precise protocol minimizes callbacks and material waste: remove contaminants with approved cleaning solvents, dry thoroughly, and evaluate substrate porosity before selecting an adhesion promoter. Local climate influences drying times and primer choice; economically, use modular kits sized to project scale.
Common Installation Mistakes
Installers frequently underestimate small procedural errors that degrade rubber-seal performance and drive up lifecycle costs; common mistakes include inadequate adhesion testing, improper compression set allowance, and neglecting local climate effects on curing and primer selection. Technicians often misjudge seal alignment, creating gaps or uneven compression that accelerate wear and allow water ingress; simple jigs and measured spacers reduce rework and maintain uniform contact pressure. Incorrect adhesive choice or bond method leads to premature failure—field test substrates and match adhesive chemistries to expected thermal cycles and UV exposure. DIYers skip substrate cleaning and fail to allow full cure time; short-term fixes should include surface re-prep, correct primer, and re-bonding with specified adhesives. Cost-effective routines and local climate-informed protocols extend seal life.
Cost, Lifespan, and Maintenance: Getting the Best Value
In evaluating weatherproof rubber seals for a local project, budget managers should weigh upfront material and labor costs against expected service life and predictable maintenance intervals. A concise cost comparison, projected lifespan by compound (EPDM, silicone, neoprene), and a clear maintenance schedule drive value assessments. Lifecycle modeling informs replacement timing and innovation-driven choices like coated blends or modular seals that reduce long-term labor.
Decisions favor materials minimizing total cost of ownership while enabling local contractors to implement efficient, forward-looking maintenance.
Frequently Asked Questions
Can Rubber Seals Prevent Pest Entry Like Insects and Rodents?
Yes; rubber seals can reduce pest entry by sealing gaps and functioning as rodent barriers. Locally sourced, cost-conscious profiles (EPDM, silicone) offer durable compression sealing, technical installation reduces ingress while enabling innovative retrofit and maintenance strategies.
Are Any Rubber Seals Recyclable or Environmentally Friendly?
Yes. The evaluator notes recycled EPDM and biobased silicone options exist; recycled EPDM reduces landfill impact and cost, while biobased silicone lowers fossil dependence despite higher upfront price—both recyclable or compostable depending on local processing.
Can Weatherproof Seals Be Painted to Match Trim?
Yes: many seals accept paint if tested first; silicone resists most paints. Evaluate paint compatibility and primer need, plan color matching locally, and weigh material, labor, and maintenance costs for an innovative, budget-conscious finish.
Do Rubber Seals Affect Indoor Air Quality or Off-Gas VOCS?
Yes, rubber seals can off‑gas; they may produce VOC emissions that influence indoor air quality. The person evaluates material selection, prioritizes low‑VOC compounds, improved indoor ventilation, and cost‑effective long‑term performance for innovative local projects.
Are There Warranty Differences Between DIY and Professional Installation?
Yes. The installer notes DIY often voids labor warranty; professional work usually includes labor warranty tied to labor standards, providing local compliance, documented procedures, and cost-conscious risk mitigation preferred by innovation-minded owners.
Conclusion
Selecting weatherproof rubber seals requires balancing local climate, exposure, and budget to maximize service life and minimize replacements. EPDM suits cold, UV‑exposed exteriors; neoprene resists oils and moderate heat; silicone excels at extreme temperatures and longevity. Prioritize correct profile, proper surface prep, and durable adhesives to avoid common DIY failures. Cost per year, ease of maintenance, and straightforward installation determine best value for doors, windows, and garage openings.
RK Rubber Enterprise Co. — a leading rubber supplier and manufacturer in the Philippines — produces cost‑efficient, high‑quality rubber products and provides expert support and installation services to help you choose the right material and profile for your application. Their ongoing improvements in manufacturing and commitment to customer guidance make them a reliable partner for sourcing and installing weatherproof seals for homes and commercial projects.
7 Best Installation and Maintenance Practices for Seals
in Rubber ProductChoose seals by pressure, speed, temperature and fluid to match materials and expected life. Inspect components and seals for nicks, dimensions and contamination before assembly. Handle and store seals cleanly, in original packaging and FIFO rotation. Use mandrels, torque‑limited tools and stepwise tightening for O‑rings, lip seals and mechanical seals. Apply compatible thin lubrication and controlled start‑up ramps. Monitor with simple checks and thresholds and document repairs. Continue for practical, cost‑aware procedures and decision tools.
Key Takeaways
Choose Seals by Pressure, Speed, Temperature, and Fluid
When selecting seals, technicians should prioritize the operating pressure, shaft speed, temperature range, and the specific fluid in service, since these four variables determine material compatibility, seal type, and expected service life; matching elastomer and metal components to the actual duty conditions prevents premature failure and reduces replacement and downtime costs. A pragmatic team assesses pressure ratings against local system peaks, evaluates shaft speed for dynamic sealing needs, and calculates thermal expansion impacts on clearances and preload. Fluid chemistry drives elastomer choice and corrosion resistance for metal parts. Cost-conscious choices favor standardized, modular seals that simplify stocking and enable quick swaps. Innovative shops pilot new polymers or coatings where savings and longevity data justify adoption, always documenting local performance for continuous improvement.
Inspect Components and Seals Before Installation
Before assemblies are brought to the workbench, technicians should inspect shafts, housings, and seals to prevent installation of damaged or mismatched parts that shorten service life. A focused visual inspection identifies nicks, corrosion, contamination, and wear patterns that predict premature failure. Complement this with dimensional verification using calipers and gauges to confirm tolerances against local specifications and supplier data. Record findings on simple checklists to support cost-conscious decisions: repair, rework, or replace. Emphasize sources for replacement parts within the region to reduce lead time and expense. Encourage small experiments with improved inspection jigs or portable measuring tools to boost accuracy and repeatability. Clear acceptance criteria and documented results enable innovative, locally tailored reliability gains without unnecessary complexity.
Handle, Store, and Prepare Seals Correctly
Personnel should handle seals with clean hands and dedicated tools to prevent contamination that can shorten service life. Seals must be stored in their original packaging, kept flat or in the manufacturer-recommended orientation, and protected from sunlight, heat, and moisture to avoid distortion or degradation. A quick pre-installation inspection for cuts, nicks, or compression set guarantees only serviceable seals are fitted, reducing rework and downtime.
Clean Hands And Tools
Handling seals with clean hands and tools reduces contamination risks and extends service life. Practitioners should adopt gloved handling and routinely inspect gloves for cuts or oil residues before touch. Tools must be wiped, degreased, and when necessary, disinfected — sterilized instruments are recommended for sensitive applications. A local shop can implement simple checklists and low-cost cleaning stations to keep practices consistent without heavy investment. Innovative teams favor modular trays and labeled tool sets to limit cross-contamination and speed preparation. Recordkeeping of cleaning cycles supports traceability and highlights opportunities for efficiency gains. Training focuses on technique, not jargon, encouraging rapid adoption across crews. Emphasis remains on practical, affordable steps that preserve seal integrity and reduce downtime.
Correct Storage Orientation
Correct storage orientation keeps seals free from deformation, contamination, and premature wear by ensuring they rest in positions that preserve their intended shape and sealing surfaces. The guidance advocates simple, low-cost practices suitable for small workshops and field teams: prefer flat stacking for soft seals and vertical storage for rigid rings, keep temperature-controlled areas, and maintain clear label orientation so parts are rotated and used first-in, first-out. Practical handling reduces waste and supports local supply resilience while enabling incremental innovation in storage methods.
Pre-Installation Inspection
Before installation, a brief but thorough inspection guarantees seals will perform as intended and avoids costly rework. Inspectors check for nicks, deformation, contamination, and correct part numbers, using simple gauges and low-cost magnification to preserve budgets. Surface finish of mating parts is verified against specifications to prevent premature wear; any deviation prompts local rework or selection of alternative seal profiles. Material compatibility is confirmed by cross-referencing chemical exposure, temperature, and lubricant data, avoiding reactive pairings that shorten life. Packaging and labels are examined for storage dates and orientation markers. Measurements of critical dimensions are sampled rather than exhaustive, balancing precision with throughput. Clear pass/fail criteria and documented acceptance streamline field decisions and encourage incremental innovation in processes.
Install Common Seal Types : Step‑by‑Step (Tools & Checkpoints)
Installers should follow a concise, repeatable sequence when fitting common seal types—o‑rings, lip seals, mechanical seals, and gasketed flanges—using basic hand tools and minimal specialized equipment to keep costs low and simplify local maintenance. The process emphasizes material compatibility, controlled installation torque, clean contact surfaces, and simple checkpoints to verify fit and alignment. Practical innovations—jigs from local materials or measured torque-limited wrenches—reduce errors and spare parts waste.
Seal Lubrication and Start‑Up Checks to Avoid Early Failure
When preparing seals for service, prioritize minimal, compatible lubrication and a brief, measurable start-up checklist to prevent early degradation and leaks. Technicians should select lubricants based on lubricant compatibility with seal materials and process fluids, favoring thin films that reduce friction without swelling elastomers. Local supply options and cost-effective alternatives are considered, with validation testing on representative samples. Start up sequencing is documented: controlled speed ramp, pressure stabilization, and temperature hold points to guarantee mating faces seat correctly. Basic, instrumented checks—torque, leak sensors, and visual run-in—are recorded against pass/fail limits. This practical, cost-conscious approach supports incremental innovation: small trials, data capture, and rapid adjustments that extend seal life and minimize unplanned downtime.
Inspection Checklist and Condition‑Based Maintenance Triggers
Starting from routine walkdowns and brief borescope checks, the inspection checklist concentrates on a small set of high-value observations—seal face condition, gland compression, shaft runout, lubrication film, and evidence of leakage—each tied to a simple, instrumented measurement or pass/fail criterion that local technicians can perform with common tools. The checklist prioritizes quick, repeatable checks and documents thresholds that trigger condition-based responses. Simple data feeds (temperature, flow, basic vibration) are logged locally; predictive algorithms run centrally or at the edge to flag deviations. Vibration thresholds are kept conservative to limit false alerts. Cost-conscious teams combine manual checks with low-cost sensors and clear escalation rules so interventions are timely, minimally disruptive, and aligned with continuous improvement objectives.
Repair vs. Replace: Decision Criteria and Documenting Seal Changes
Assess repair versus replacement using a short checklist that balances remaining life, downtime cost, and local resource capability. The decision uses concise cost analysis and downtime planning to compare field repairs, refurbished parts, and new seals. Evaluate observable failure modes, safety impact, and likelihood of repeat events; prioritize fixes that address root cause rather than symptoms. Document each change: part ID, condition, repair steps, testing results, and approvals to enable trend analysis and supply-chain optimization. Favor local sourcing and modular designs that reduce lead times and allow iterative improvements. Track metrics—repair cost, mean time to failure, and downtime hours—to justify choices and support innovative alternatives such as upgraded materials or seal redesigns when lifecycle economics and reliability show net benefit.
Frequently Asked Questions
Can Seal Material Compatibility Affect Nearby Painted or Coated Surfaces?
Yes; they can. He notes seal material compatibility influences chemical interactions that may cause surface staining or coating degradation. Practical, cost-conscious selection and local testing foster innovative, low-risk solutions preserving nearby painted or coated surfaces.
How Do Electrical Grounding and Bonding Impact Seal Longevity?
Proper grounding and bonding reduce electrical interference and stray currents, extending seal life by minimizing electrochemical attack; this cost-conscious, locally focused approach aids corrosion prevention, supports innovative materials, and simplifies long-term maintenance strategies.
Can Seal Selection Influence Noise or Vibration Levels?
Yes. The responder notes seal selection affects acoustic damping and vibration; choosing seals that aid dynamic balancing reduces noise, lowers maintenance costs, and supports local innovation through practical, cost-conscious choices emphasizing measurable performance and retrofit adaptability.
What Environmental Regulations Affect Seal Disposal or Recycling?
Regulatory regimes require proper waste classification, restrict hazardous-material disposal, and often mandate reporting; recycling incentives and local landfill ordinances shape costs. Practical, cost-conscious firms pursue compliant recycling streams and innovative recovery to reduce liabilities.
Are There Preferred Seal Suppliers for High-Volume Emergency Spares?
Yes; procurement favors preferred vendors with proven reliability, prioritizing local stocking hubs to minimize downtime. The team evaluates cost, lead times, and innovative materials, balancing price-conscious sourcing with rapid access for high-volume emergency spares.
Conclusion
Selecting, installing, and maintaining seals with attention to pressure, speed, temperature, and fluid conserves equipment and budget. Routine inspection, correct handling, and proper lubrication at start‑up reduce downtime and extend service life. Use stepwise installation, local sourcing of tools and parts, and clear condition‑based triggers to decide repair versus replacement. Document every change to support cost‑effective, predictable maintenance and guarantee seals perform reliably in the specific operating and environmental conditions of the facility.
This article was created by RK Rubber Enterprise Co., a leading rubber supplier and manufacturer in the Philippines. RK Rubber not only provides cost‑efficient, high‑quality rubber products but also offers expert support and installation services, helping clients apply these best practices and adapt to critical changes throughout a project’s lifecycle.